

A fröccsöntő formatervezés kulcsfontosságú pontjai
A fröccsöntő penész rajz kialakítása a penészgyártás alapvető összeköttetése, amelyet átfogóan figyelembe kell venni a feldolgozhatóság, a szerkezeti racionalitás és a termelési költségek. Az alábbiakban szerepelnek a kulcsfontosságú pontok és a részletes leírások:
1. Termékelemzés és előzetes előkészítés
Termékszerkezet értékelése
Vázlat szög: általában 1 ° ~ 3 °, hogy elkerüljék a sérülések elhárítását; A mély üreg vagy textúra felületét megfelelően meg kell növelni.
A falvastagság egységessége: Kerülje a zsugorodási jeleket (ajánlott 2 ~ 4 mm, vékonyfalú alkatrészek legalább 0,5 mm).
Alsó részfeldolgozás: Slider, ferde felső vagy csuklószerkezet által megoldva a mozgásterületet meg kell jelölni.
Példa: A ferde felső mechanizmust általában használják a mobiltelefon -tokok oldalsó lyukaihoz, és a stroke -nak nagyobbnak kell lennie, mint 2 mm alsó mélység.
Anyagi tulajdonság egyeztetés
A zsugorodási kompenzáció (például az ABS körülbelül 0,5%, pp körülbelül 1,5%) jelölje meg a rajz méretű toleranciáját (például ± 0,05 mm).
Az elválasztó vonal kialakításának el kell kerülnie a megjelenés felületét, és prioritást kell adni a sík vagy a rendszeres felületnek.
2. A penészszerkezet kialakításának alapelemei
Elválasztó felületi kialakítás
Válassza ki a maximális kontúrvonalat a vaku csökkentéséhez; A komplex elválasztási felületnek a 3D felületi átmenetet kell használni.
Fontolja meg a megvalósíthatóság feldolgozását (például az EDM vagy a CNC folyamatjelölését).
Casting rendszer optimalizálása
Hideg futó: A fő futó kúpos 2 ° ~ 5 °, az ág futó kiegyensúlyozott elrendezése (kör alakú/trapéz keresztmetszet).
Forró futó: Jelölje meg a fűtési zóna vezérlési pontját, hogy elkerülje az olvadék visszatartását (például a tűszelep időzítés vezérlését).
Hűtőrendszer -elrendezés
Kövesse az "egyenlő távolságú alapelvet" (az üreg felületétől 10 ~ 15 mm -re), tervezze meg a spirál- vagy lépcsős vízcsatornákat, és jelölje meg a bemeneti és kimeneti irányokat.
A speciális alakú alkatrészek előnyösen konformális vízcsatornákkal vannak felszerelve, a penészhőmérséklet-szabályozó paraméterekkel együtt (például a PC-anyagok 80 ~ 120 ℃-t igényelnek).
Iii. Kilövési és kipufogórendszer
Kilövési mechanizmus
Ejektor átmérője ≥2,5 mm, távolság ≤50 mm; A mély bordáknak tolóalapokat vagy levegősapkákat igényelnek.
Az alaphelyzetbe állító rudaknak előzetes rugóval kell rendelkeznie (≥10 mm kompressziós).
Kipufogógáz -tervezés
A kipufogógáz mélysége 0,02 ~ 0,04 mm (anyagfüggő), az olvadék végén vagy a beillesztés végén.
A nagy formák kipufogócél vagy vákuumrendszerekkel vannak felszerelve.
Iv. Jelölési és feldolgozási követelmények rajzolása
Kulcsdimenziós jelölés
Üreg/mag illesztési tolerancia (H7/H6), penészmag keménysége (HRC48 ~ 52).
A betéteket külön kell húzni, és a huzalvágási vagy őrlési folyamatot meg kell jelölni.
Szabványosítás és DFM
A penészkeret LongJI standardot (például CI típusú) használ, és a vezetőoszlop átmérője 0,02 mm kisebb, mint a sablon.
Jelölje meg a felszíni kezelést (például nitrid, krómozás) és a rozsdás elleni követelményeket.
V. Tervezési ellenőrzés és költségszabályozás
CAE szimulációs alkalmazás
A MoldFlow révén a töltés egyensúlyát és a hűtési hatékonyságot elemezzük, és a kapu helyzetét optimalizáljuk (például a banán kapu a nyírás csökkentése érdekében).
Költségoptimalizálás
Egyszerűsítse a speciális alakú betéteket (például a szikraminták használata a finom faragás helyett), és tartsa a penész-javítási margót a penészmaghoz (az egyik oldalon 0,1 mm).
A fröccsöntő penész rajz kialakítása a penészgyártás alapvető kapcsolata, és átfogóan figyelembe kell venni a feldolgozhatóságot, a funkcionalitást, a gazdaságot és a karbantarthatóságot. Az alábbiakban a kulcsfontosságú pontok és a lépésről lépésre történő elemzés:
1. A szerkezeti tervezés kulcsfontosságú pontjai
Elválasztó felületi kialakítás
Helyszínválasztás: Adjon prioritást a termék legnagyobb kontúrjának az alsó részek elkerülése érdekében; Vegye figyelembe a lejtőn (általában 1 ° ~ 3 °) és a megjelenési felület minőségét.
Zsákó: Az elválasztó felületnek szorosan be kell illeszkednie a túlcsordulás (Flash) elkerülése érdekében, és szükség esetén a lépcsőfokozást vagy az ívelt elválasztást kell használni.
Feldolgozási megvalósíthatóság: Gondoskodjon arról, hogy az elválasztási felületet CNC vagy EDM feldolgozással valósítsák meg, és a komplex elválasztást 3D koordinátákkal kell megjelölni.
Üreg és mag
Zsugorodási kompenzáció: Állítsa be az üreg méretét az anyag szerint (például az ABS csökkenése 0,5%~ 0,7%), és jelölje meg a toleranciát (általában it7 ~ it8).
Felszíni kezelés: A magas fényű felületet RA0.025 μm-re kell csiszolni, és a textúra felületét maratási követelményekkel kell megjelölni (például a VDI3400 standard).
Szilárdság -ellenőrzés: Számítsa ki az injekciós nyomás (általában 30 ~ 80MPa) hatását az üreg falvastagságára a deformáció elkerülése érdekében.
2. A öntési rendszer tervezése
Főcsatorna és ágcsatorna
Méret illesztés: A főcsatorna átmérője általában 4 ~ 8 mm, és az ágcsatorna keresztmetszeti alakja előnyösen trapéz vagy kör alakú (átmérő 3 ~ 6 mm).
Hideg kút: A főcsatorna végére állítva, a főcsatorna átmérőjének ≥1,5 -szerese.
Kapu típusválasztás
Oldalsó kapu: A legtöbb doboz típusú alkatrészhez megfelelő, a szélesség a falvastagság 2/3, 0,5 ~ 1 mm hosszú.
Pontkapu: Átlátszó alkatrészekhez vagy nagy pontosságú alkatrészekhez használják, 0,8 ~ 1,2 mm átmérő, automatikus demolding mechanizmus szükséges.
Forró futó: Jelölje meg a fűtési elem helyzetét és vezérlési paramétereit, hogy elkerülje az olvadékmegtartás által okozott lebomlást.
3. kidobási és hűtőrendszer
Kilövési mechanizmus
Kiadási elrendezés: A termék erőpontjain egyenletesen eloszlik (például a RIB helyzet, a főnök oszlop), átmérője ≥2,5 mm, távolság ≤50 mm.
Reset eszköz: A rugós visszaállításnak meg kell jelölnie az előterhelést, és a mechanikus visszaállításnak együttműködnie kell az utazási kapcsolóval.
Hűtővíz -csatorna
Elrendezési elv: Kövesse a "Conformal Cooling" -ot, 10 ~ 15 mm -t az üreg felületétől, 8 ~ 12 mm rekesz.
Áramlási kiszámítás: Győződjön meg arról, hogy a Reynolds száma> 4000 (turbulens állapot), és a párhuzamos vízcsatorna -nak meg kell jelölnie az áramlási mérlegszelepet.
Iv. Részletes jelölés és szabványosítás
Rajz specifikáció
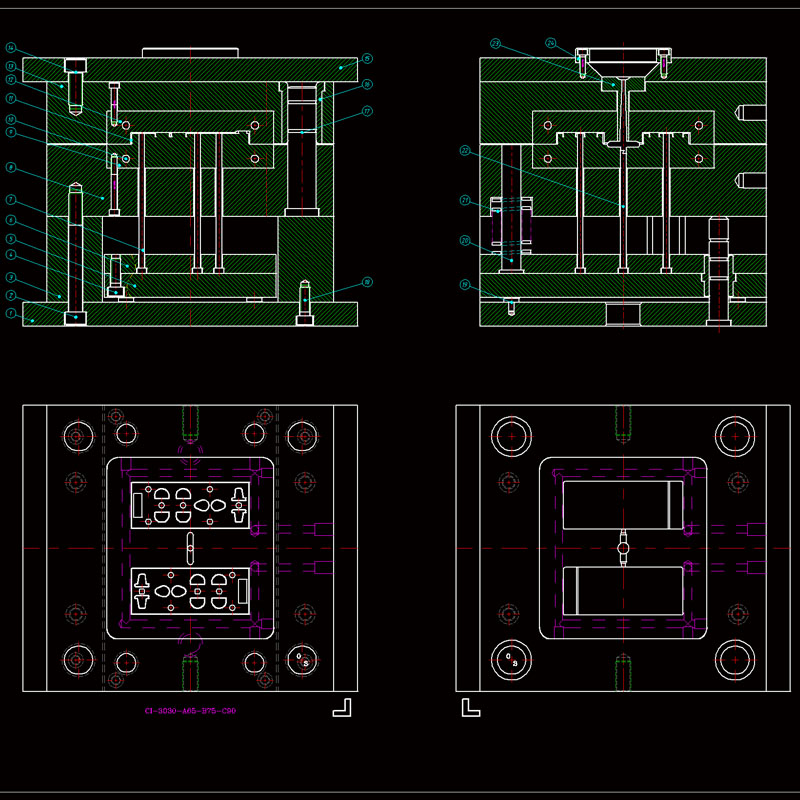
A teljesség megtekintése: beleértve a fő nézetet, a szekcionális nézetet (a kilövési/hűtési struktúrát) és a helyi megnövekedett nézetet (például a kapu részleteit).
Tolerancia -jelölés: A mozgatható penész és a rögzített penész illesztési toleranciája H7/H6, és a kulcsfontosságú méretek toleranciája ± 0,02 mm.
Anyag- és folyamatjegyzetek
Penészmag-anyag: előre keményített acél (például P20) vagy leoltott acél (például H13), keménység HRC48 ~ 52.
Feldolgozási szimbólum: Jelölje meg az EDM -et, a huzalvágási vagy polírozási területet, és jelezze a felületi érdességet.
V. DFM (a gyártás tervezése)
A penészszünet lejtője: A megjelenés felülete ≥1 °, a belső szerkezet ≥0,5 °, a mély üreg alkatrészek szegmentált lejtőn kell.
Egységes falvastagság: Kerülje a hirtelen változásokat (például a hirtelen 2 mm -ről 5 mm -ről) a zsugorodás vagy a megszakadás megakadályozása érdekében.
A penész élettartama: Az üvegszál megerősített anyagokhoz a kopásálló bevonatok (például a tialn) meg kell jelölni.
A fröccsöntő penész kialakításában az elválasztási felület lezárása közvetlenül befolyásolja a termék minőségét (például vaku, burrs) és a penész élettartamát. Az alábbiakban bemutatjuk a kulcsfontosságú tervezési technikákat és a gyakorlati pontokat:
1. A felületi tömítés elválasztásának alapelvei
Érintkezési nyomás optimalizálás
Előzetes számítás: Az elválasztási felület érintkezési nyomásának nagyobbnak kell lennie, mint az injekciós nyomás (általában 30 ~ 80 mPa), és az acélformák elkülönítő felületének egységnyomásának javasolt ≥100 mPa.
Keménység illesztése: A rögzített penész és a mozgatható penész közötti keménységi különbség a HRC 2 ~ 4 (például a rögzített penész HRC52, mozgatható penész HRC50) belül van szabályozása érdekében, hogy elkerüljék a keménységi különbség által okozott mikro deformációt és szivárgást.
Felszíni kezelési folyamat
Befejezési követelmények: Az elválasztási felületet Ra≤0,8 μm-re kell őrizni, és az ultra-precíziós formákat (például optikai alkatrészeket) RA0,1 μm-re kell csiszolni.
Bevonat megerősítése: Az ónbevonat ajánlott a magas üvegszálas anyagokhoz (például a PA+30% GF), hogy csökkentsék a kopás által okozott pecsét meghibásodási kockázatát.
2. A felületi szerkezeti tervezési készségek elválasztása
Lépcsőzetes/ívelt elválasztás
Alkalmazható forgatókönyvek: Komplex kontúrtermékekhez (például autóipari belső alkatrészek) a többlépcsős elválasztást használják az olvadéknyomás eloszlására, és a lépésmagasság-különbségnek 0,1 ~ 0,3 mm-es ajánlott.
Kerülési tervezés: 0,02 ~ 0,05 mm-es elkerülést végeznek a nem lezárt területen, hogy csökkentsék az érintkezési területet a helyi nyomás növelése érdekében (az elv hasonló az O-gyűrűs tömítéshez).
Szorító mechanizmus koordináció
Chamfer reteszelés: Adjon hozzá egy 5 ° ° C ~ 10 ° -ot az elválasztási felület külső oldalán, hogy radiális erőt generáljon a tömítés fokozása érdekében, amikor a penész bezáródik (együtt kell működni a Chamfer önzárási szög kiszámításával).
MIKRO DUNTER: Tervezze meg egy 0,3 ~ 0,5 mm -es dugót az elválasztó felület szélén, hogy levágja az olvadékáramlási útvonalat (hasonlóan a labirintus tömítéshez).
3. Anyag- és folyamatkompenzációs tervezés
Termikus deformációs kompenzáció
Hőmérsékleti különbség előtti korrekció: A penészhőmérsékleti különbség szerint (például a rögzített penésznél 60 ℃ és a mozgatható penésznél 40 ℃) 0,02 ~ 0,05 mm fordított láncfonatot tartanak fenn az elválasztó felületen.
Helyi megerősítés: A volfrám -acélblokkokat (HRA90 keménység) beillesztik a túlfolyó területre (például a kapu közelében), hogy ellenálljanak a hő kúszás deformációjának.
Kipufogógáz -egyensúly
Kipufogóhorony kialakítása: Egy kipufogógáz, amelynek mélysége 0,02 ~ 0,04 mm, és 5 ~ 10 mm szélességet nyitnak az elválasztási felület végén, hogy kipufogógáz kimerítse és blokkolja az olvadást.
Vákuum-adszorpció: Nagy vékony falú alkatrészekhez (például mobiltelefon-héjakhoz) egy vákuumcsatornát (φ1 ~ 2 mm) lehet beállítani az elválasztási felületre, és a vákuumot húzzák a tömítés fokozására, amikor az öntőformát bezárják.


