

Termék
- Alapvető testreszabási szolgáltatás
- Egészségügyi ellátás
- Elektronikus készülékek és műszerek
- Anyai és gyermekkellékek öntőformái
- Szabadidősportok
- Lakberendezési művészet
- Autó tartozékok
- Szállítás és raktározás
- Világítótestek
- Építőipari berendezések
- Csomagoló termék
- Oktatás és laboratóriumok
- Ruházat Csomagkiegészítők
- Ápoló és tisztítószerek
- Mezőgazdaság és Erdészet
- Mechanikai berendezések
- Kisállat kellékek
- Konyhaedények





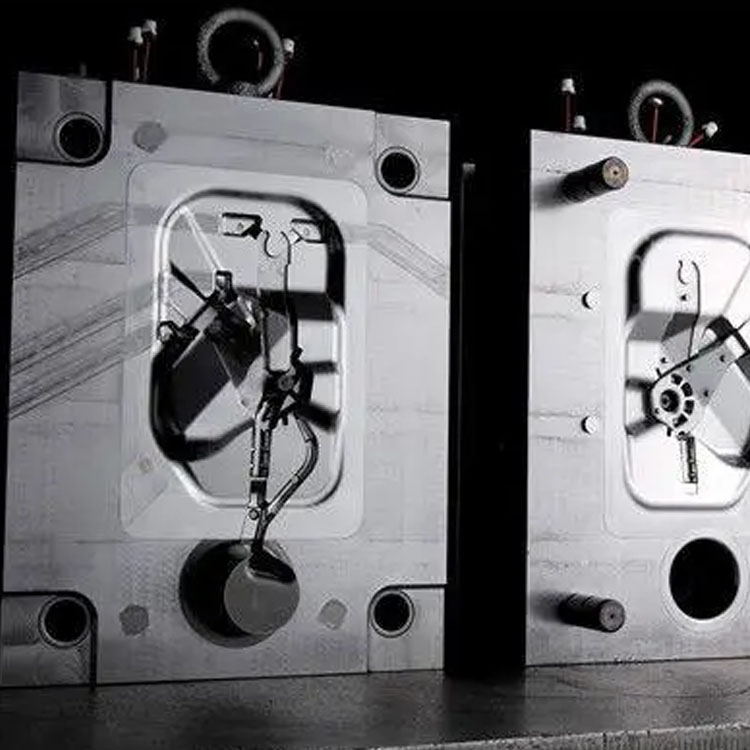
Stery kerék fröccsöntés
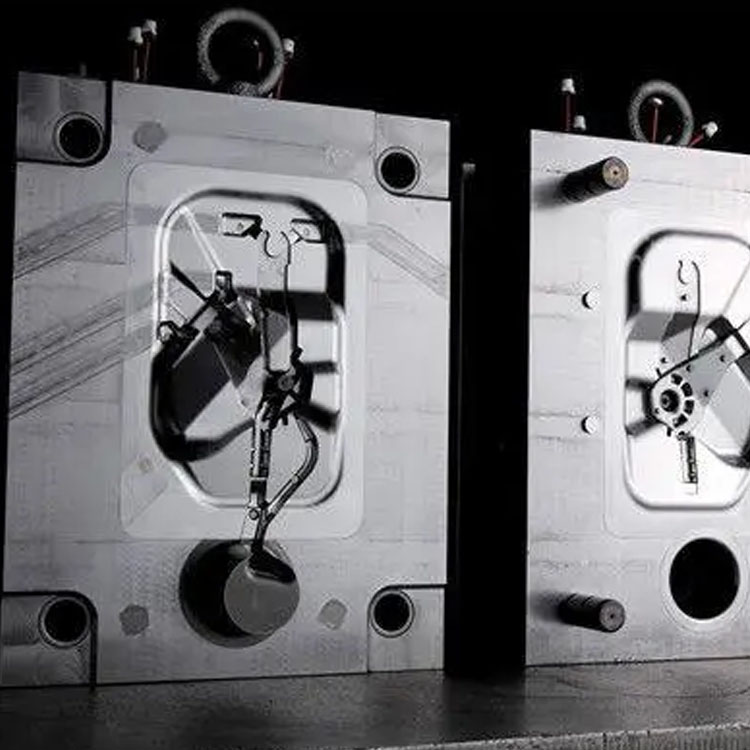
A Ningbo (P&M) Plastic Metal Products Co., Ltd. 17 éves penészgyártási technológiával rendelkezik, és testreszabhatja a szövésű kerék fröccsöntését. Professzionális testreszabott kormánykerék -fröccsöntési szolgáltatásokat nyújtunk, és professzionális kormánykerék -fröccsöntő gyártó vagyunk. Elegendő tapasztalattal rendelkezünk a termék nyersanyagok és penészanyagok kiválasztásában. A kormánykerék-fröccsöntés testreszabása során a gyárunk egyablakos szolgáltatást nyújthat. A kormánykerék -fröccsöntéssel kapcsolatos tervezési és termelési képességeink, például: CAD tervezés, penészgyártás, fröccsöntés, műanyag termékek előállítása, összeszerelése és egyéb technológiák.
Kérdés küldése
termékleírás
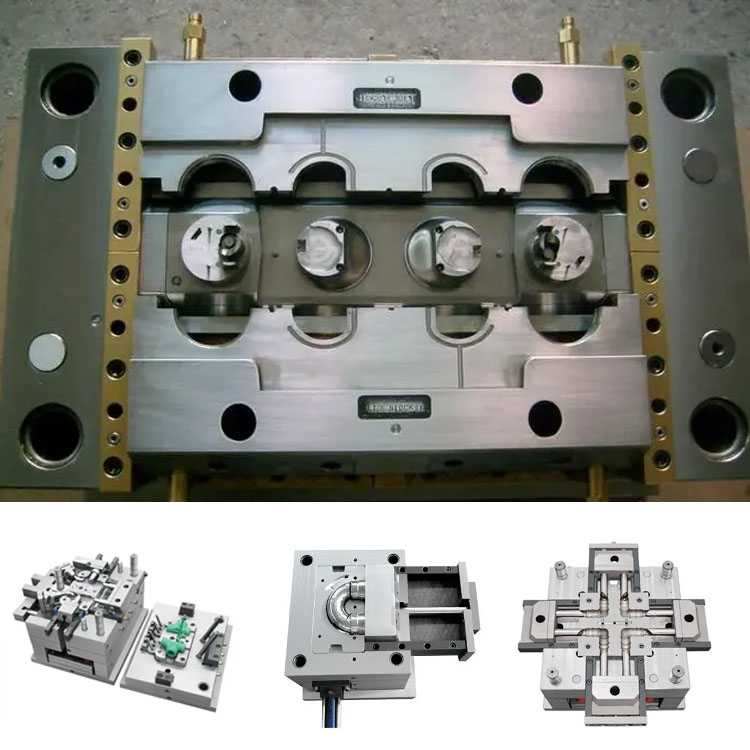
Ezenkívül cégünk együttműködési kapcsolatokat létesített a műanyag nyersanyag -beszállítókkal, a nyomtatási gyártókkal stb. A nyersanyagok és a nyomtatás minőségének biztosítása érdekében. Gazdag tapasztalataink és a tökéletes ellátási láncunk révén cégünk kiváló minőségű, testreszabott, kerékpáros kerekes fröccsöntési termékeket biztosíthat az egyedi igényeik kielégítéséhez. Ugyanakkor 10 éves szakmai külkereskedelmi szolgáltatásunk van, megértjük a külkereskedelmi folyamatot és jobban kiszolgáljuk ügyfeleinket. A kormánykerék -fröccsöntési termékekhez megfelelő műanyag alkatrészeket készíthetünk, amelyeket elsősorban fröccsöntő formákon keresztül végeznek.


A kormánykerék -fröccsöntés alapvető pontjait, a biztonsági előírásokkal, az ergonómiával és a folyamatjellemzőkkel kombinálva öt kulcsfontosságú vezérlőmodulba foglaljuk:
1. Anyagválasztás és előkezelés
Szubsztrátkövetelmények
Magas merevség + ütésállóság egyenlege: Az általánosan használt PP + EPDM-T20 (20% talkum-megerősített polipropilén), a hajlító modulusnak ≥2200mPa-nak kell lennie, ütési szilárdság> 15kJ/m² (-30 ℃ teszt).
Időjárás -ellenállás és környezetvédelem: át kell haladnia az UV öregedési tesztet (1500 óra színkülönbség ΔE <3) és illékony szerves vegyület VOC tesztet (formaldehid <10 μg/g).
A folyamat befolyásolása: Az anyagi folyékonyság (MFR 20-35G/10 perc) közvetlenül befolyásolja a kitöltési hatást.
Fém betét előkezelés
Húzás és rozsda eltávolítása: lúgos tisztítás + homokfúvás (SA2.5 szint), javítsa a műanyag-fém kötési szilárdságát> 15mPa.
A kontroll előmelegítése: Az előmelegítés 120-150-nél ℃ kiküszöböli a meleg és a hideg közötti zsugorodás különbségét, és megakadályozza a stressz repedését (a repedés kockázata 70% -kal növekszik, ha a hőmérsékleti különbség nagyobb, mint 80 ℃).
2.
Forró futó rendszer optimalizálása
Tűszelep -szekvencia -szabályozás: Győződjön meg arról, hogy a gradiens kitöltése a felszólalástól a peremig (csökkentse a hegesztési vonalak megjelenését a megfogó területen).
Hűtővízcsatorna elrendezése: A konformális vízcsatorna ≤15 mm az üreg felületétől, és a hőmérsékleti különbséget ± 3 ℃ -en belül szabályozzuk (kerülje a bőr felületén lévő zsugorodási jeleket).
Szellőztetés és kidobási terv
Szegmentált kipufogógáz: 0,02 mm-es lépcsős kipufogóhornyok a mély borda helyzetbe vannak állítva (az üreg vetítési területének teljes keresztmetszetének 0,03% -a).
Nitriding kilökődő csap: H alakú elrendezés elkerüli a deformációt, a felületi keménység ≥1000HV (ellenáll az üvegszál kopásának).
3. fröccsöntési folyamat ablakvezérlés
Olvadékhőmérséklet, 220-250 ℃,> 260 ℃ anyag lebomlást okoz
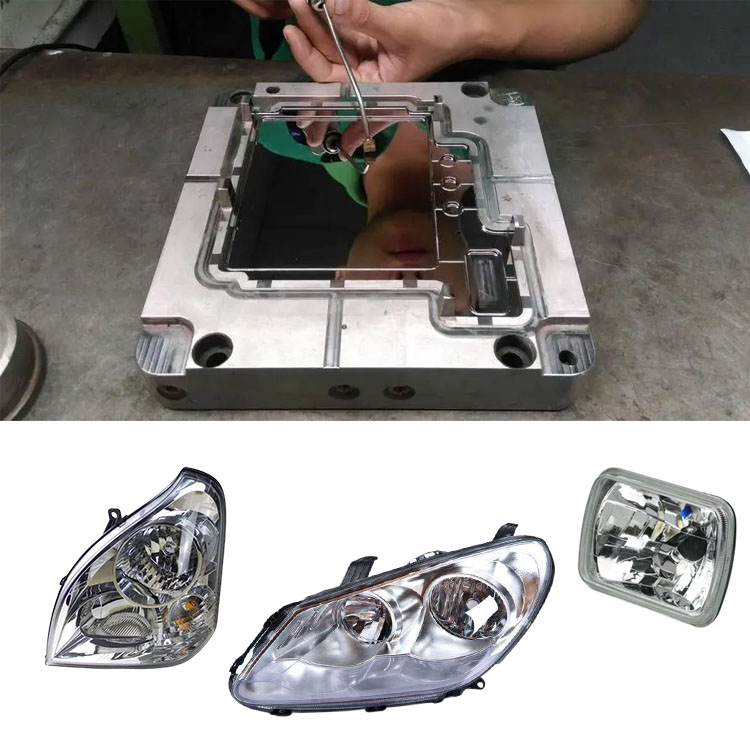
Befecskendezési nyomás, 80-120mPa, a nem megfelelő nyomás fémbetétek bevonat meghibásodását okozhatja
A sajtoló nyomás, az injekciós nyomás 60% -a, a túl magas, túlcsordulást és belső stresszt okoz
Hűtési idő, 40-60-as, 30% -os csökkenés a dimenziós stabilitásban, ha <35S
Penészhőmérséklet, 60-80 ℃, <50 ℃ A bőr gabonaátvitel nem egyértelmű
Különleges folyamat alkalmazás:
Változó penészhőmérsékleti technológia: A penészfelület 110 ℃ -re emelkedik az injekció előtt (javítja a bőr gabonahatást), és a hűtési szakaszban (rövidítési ciklus) 40 ℃ -re csökken.
Mikro-homályos fröccsöntés: szuperkritikus N₂ injekciós nyomás 25 mPa, 15% -os súlycsökkentés és a zsugorodási jelek eltávolítása (speciális tömítő penész szükséges).
4. Hibamegelőzési intézkedések
Hegesztési vonalvezérlés
Állítsa be a kapu helyzetét, hogy a fúziós vonal eltérjen a nagy feszültségterülettől (például a beszéd és a perem közötti kapcsolat).
Használjon mold forgási technológiát (a penész 15 ° -ot forgat a másodlagos fröccsöntéshez a hegesztési vonal eltolásához).
Ellenintézkedések a rossz bevonathoz
A fémbetéteket horogszerkezetgel tervezték (mélység 0,3-0,5 mm, szög 45 °).
Használjon nagynyomású késleltetett kapcsolót (HPLC): A 120mPa magas nyomást a kapu bezárásáig tartják.
V. UTAZIK FELTÉTELE ÉS TÁMOGATÁSAI
Dimenziós stabilitásszabályozás
Állandó hőmérsékleten és páratartalom környezetében (23 ℃/50%relatív páratartalom) 48 órán át mérés céljából, radiális kifutás ≤0,8 mm.
Használja a lézeres szkennelést a 3D digitális modellek összehasonlításához (tolerancia sáv ± 0,25 mm).
Biztonsági teljesítmény -ellenőrzés
Statikus nyomaték -teszt:> 150N · m állandó deformáció nélkül (National Standard GB 11557).
Fáradtsági teszt: Nincs repedés 1 millió alkalommal ± 45 ° -os torzítás után (terhelés 50n · m).
Az iparági élvonalbeli trendek (2025)
Bio-alapú anyagok alkalmazása: PE-t extrahálva a cukornád-etanolból (szén-dioxid-lábnyom 60%-kal), amely elfogadta a Volkswagen TL52696 tanúsítást.
AI folyamat optimalizálása: Használjon gépi tanulást a hegesztési vonal helyzetének előrejelzéséhez (pontosság> 92%), és beállítsa a folyamatparamétereket valós időben.
Integrált öntvény: A beágyazási érzékelők (nyomaték/pulzusfigyelés) beillesztése és a fröccsöntés egyidejűleg kitölti az áramköri csomagolást.
Kulcsfontosságú összefoglaló: A kormánykerék -fröccsöntés lényege a pontos egyensúly a biztonság és a kényelem között. A beszúrás feldolgozásától a fáradtságvizsgálatig minden linknek be kell hajtania a "nulla tolerancia" koncepciót - a 0,1 mm -es hegesztési vonal eltérése 10 év alatt a törés kockázatához vezethet. A jövőbeli technológia mélyrehatóan fejlődik a funkcionális integráció és az alacsony szén-dioxid-kibocsátású gyártás felé.
kormánykerék -fröccsöntés
Mi egy kormánykerék-fröccsöntő gyártó vagyunk, kiváló minőségű kormánykerék-fröccsöntési gyártást biztosítva. Mindaddig, amíg testreszabni/fejleszteni a kormánykerék -fröccsöntési termékeket, megtalálhat minket. Professzionális fröccsöntő formatervezésű és érett gyártási technológiánk van, amely egyablakos szolgáltatást nyújt Önnek, a terméktervezés-összeállítási termékek gyártási termékek csomagolásának termékek szállításától, minden linkben segíthetünk Önnek. Mindaddig, amíg eljön hozzánk, a végső szolgáltatást nyújtjuk Önnek, és kielégítjük Önt a termékminőség, a termelési idő, az információk párbeszéde stb. Finanszírozása szempontjából.
|
Terméknév |
Borotválkozás |
|
Pls biztosítja |
2D, 3D, minták vagy méret A több szögű képek |
|
Penészidő |
20-35 nap |
|
Termékidő |
7-15 nap |
|
Penész pontosság |
+/- 0,01 mm |
|
Penész élet |
50-100 millió lövés |
|
Előállítási folyamat |
Ellenőrzési rajzok - penészáram -elemzés - Tervezési validálás - Egyedi anyagok - Penészfeldolgozás - Core Processing - Elektróda megmunkálás - Runner rendszer Feldolgozás - alkatrészek feldolgozása és beszerzése - megmunkálás elfogadás - üreg Felszíni kezelési folyamat - Komplex mód meghal - az egész Penészfelület bevonása - szerelőlemez - Penészminta - minta teszt - Küldés minták |
|
Formaüreg |
Egy üreg, több üreg vagy ugyanaz Különböző termékeket készítenek együtt |
|
Penészanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Futópálya |
Forró futó és hideg futó |
|
Alapanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Befejez |
A szó elnyelése, a tükör kivitele, matt felület, Striae |
|
Standard |
Hasco, DME vagy attól függ |
|
Fő technológia |
Maró, csiszolás, CNC, EDM, huzal Vágás, faragás, EDM, eszterga, felszíni kivitel stb. |
|
Szoftver |
CAD, Pro-E, UG tervezési idő: 1-3 nap (Normál körülmények) |
|
Termékanyag |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Minőségi rendszer |
ISO9001: 2008 |
|
Időt teremt |
20 nap |
|
Felszerelés |
CNC, EDM, levágva Gép, műanyag gépek stb. Műanyag bőrönd penész Zhe Jiang |


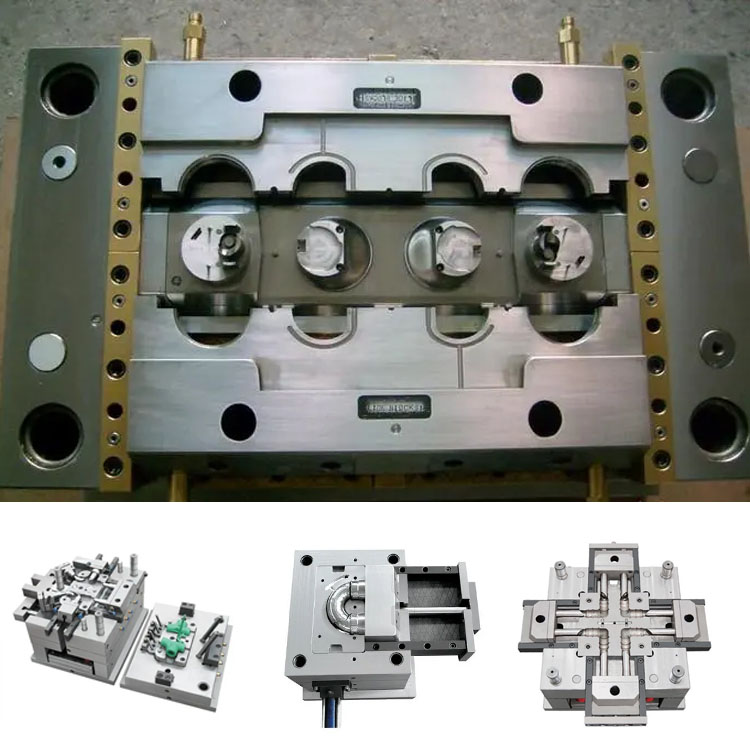
Műanyag fröccsöntő formakészítés

Műanyag formázási előírások

Penész kialakítás:




Tranzakciós folyamat:

Penészvizsgálat:


Termékcsomagolás

Gyár
Egyéni műanyag penészgyár vagyunk. Gyárunk műanyag fröccsöntő penészgyártó. 17 éves tapasztalattal rendelkezik a professzionális műanyag penész és a 10 éves külkereskedelmi tapasztalatok terén. Egyéni műanyag penészszállító vagyunk. Egyedi műanyag penész szolgáltatást tudunk biztosítani. Gyárunk elkészítheti a fröccsöntött műanyag alkatrészeket, és a termékek minősége kielégíti Önt.
Több mint 50 csúcskategóriás gépünk és több száz mérnök és tervező van. Egyablakos szolgáltatást nyújthatunk a terméktervezésből - penészkészítés - terméktermelés - termékcsomagolás - szállítás. Van egy teljes gyártási láncunk. Meg tudjuk felelni az Ön igényeinek.
Az általunk nyújtott szolgáltatásokat:
Professzionális egyedi penész szolgáltatás, műanyag penész kialakítás és gyártás. Plasztikus termékek előállítása, terméktervezés, penész kialakítás, fújó penész testreszabás, rotációs penész testreszabás, szerszám-öntő penész testreszabás. 3D nyomtatási szolgáltatások, CNC gyártási szolgáltatások, termékcsomagolás, testreszabott csomagolás, szállítási szolgáltatások.










Mindig betartjuk a minőség alapelveit az első és az idő. Miközben a legmagasabb minőségű termékeket biztosítja az ügyfeleknek, próbálja meg maximalizálni a termelési hatékonyságot és lerövidíteni a termelési időt. Büszkék vagyunk arra, hogy minden ügyfélnek elmondhatjuk, hogy vállalkozásunk nem veszített semmilyen ügyfelet a létesítménye óta.

GYIK
1. kérdés: Ön kereskedési társaság vagy gyártó?
V: Gyártók vagyunk.
Q2. Mikor kaphatom meg az idézetet?
V: Általában 2 napon belül idézünk, miután megkapjuk a kérdést.
Ha nagyon sürgős vagy, kérjük, hívjon minket, vagy mondja el nekünk az e -mailben, hogy először idézhessünk az Ön számára.
Q3. Mennyi ideig tart a penész átfutási ideje?
V: Minden a termékek méretétől és összetettségétől függ. Általában az átfutási idő 25 nap.
Q4. Nincs 3D -s rajzom, hogyan kell elkezdenem az új projektet?
V: Szolgálhat nekünk egy öntvénymintát, segítünk a 3D -s rajz kialakításának befejezésében.
Q5. A szállítás előtt hogyan lehet biztosítani a termékek minőségét?
V: Ha nem érkezik a gyárunkba, és nem is rendelkezik harmadik félbe az ellenőrzésre, akkor az Ön ellenőrző munkásod lesz.
Biztosítunk egy videót a gyártási folyamat részleteihez, amelyek tartalmazzák a folyamatjelentést, a termékek méretét és a felületi részleteket, a csomagolási részleteket és így tovább.
Q6. Mi a fizetési feltételei?
V: A penészfizetés: 40% -os betét T/T előre, 30% második penészfizetés Az első próbaminták elküldése előtt, 30% penész egyenleg, miután megállapodott a végső mintákkal.
B: Termelési fizetés: 50% -os betét előre, 50% a végső termékek elküldése előtt.
7. kérdés: Hogyan alakíthatja ki üzleti hosszú távú és jó kapcsolatunkat?
V: 1. Megőrzzük a jó minőségű és versenyképes árat annak biztosítása érdekében, hogy ügyfeleink részesüljenek a legjobb minőségű termékek számára.
2. Tiszteletben tartjuk minden ügyfelet, mint barátunkat, és őszintén üzletet folytatunk, és barátkozunk velük, függetlenül attól, hogy honnan származnak.
Hot Tags: Kormánykerék -fröccsöntés, Kína, gyártó, beszállító, gyár, testreszabott, nagykereskedelmi, vásárlás, minőség, legújabb eladás, Kínában készült
Kapcsolódó kategória
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








