

Termék
- Alapvető testreszabási szolgáltatás
- Egészségügyi ellátás
- Elektronikus készülékek és műszerek
- Anyai és gyermekkellékek öntőformái
- Szabadidősportok
- Lakberendezési művészet
- Autó tartozékok
- Szállítás és raktározás
- Világítótestek
- Építőipari berendezések
- Csomagoló termék
- Oktatás és laboratóriumok
- Ruházat Csomagkiegészítők
- Ápoló és tisztítószerek
- Mezőgazdaság és Erdészet
- Mechanikai berendezések
- Kisállat kellékek
- Konyhaedények





Fém fröccsöntés
A Ningbo (P&M) Plastic Metal Products Co., Ltd. 17 éves penészgyártási technológiával rendelkezik, és testreszabhatja a fém fröccsöntést. Professzionális, testreszabott fémfrakciókészítő szolgáltatásokat nyújtunk, és professzionális fémrekciós formázási gyártó vagyunk. Elegendő tapasztalattal rendelkezünk a termék nyersanyagok és penészanyagok kiválasztásában. A fém fröccsöntés testreszabása során a gyárunk egyablakos szolgáltatást nyújthat. Vannak tervezési és termelési képességeink a fémfröcögéshez, például: CAD tervezés, penészgyártás, fröccsöntés, műanyag termékek előállítása, összeszerelése és egyéb technológiák. Termékgyártás, összeszerelés és egyéb technológiák.
Kérdés küldése
termékleírás
Ezenkívül cégünk együttműködési kapcsolatokat létesített a műanyag nyersanyag -beszállítókkal, a nyomtatási gyártókkal stb. A nyersanyagok és a nyomtatás minőségének biztosítása érdekében. Gazdag tapasztalataink és a tökéletes ellátási láncunk révén cégünk kiváló minőségű, testreszabott fémfrakciókészítő termékeket biztosíthat az egyedi igényeik kielégítéséhez. Ugyanakkor 10 éves szakmai külkereskedelmi szolgáltatásunk van, megértjük a külkereskedelmi folyamatot és jobban kiszolgáljuk ügyfeleinket. A fém fröccsöntő termékekhez megfelelő műanyag alkatrészeket készíthetünk, amelyeket elsősorban fröccsöntő formákon keresztül végeznek.


Bevezetés a fém fröccsöntésbe:
I. Műszaki alapelvek és alapvető előnyök
A fémfrontus öntvény (MIM) egy precíziós gyártási technológia, amely ötvözi a por kohászatát és a műanyag fröccsöntést. A 2025 -es intelligens frissítések révén alapvető előnyeit tovább kiemeljük:
Komplex szerkezeti képesség: Topológiailag optimalizált üreges, többlépcsős belső üreg és egyéb szerkezetek képződhetnek (minimális falvastagság 0,2 mm, tolerancia ± 0,3%);
Anyag sokféleség: A rozsdamentes acél 316L-t, a titánötvözet Ti-6Al-4V-t, a Tungsten ötvözetet (93W-5NI-2CU) stb., Az elméleti érték több mint 98% -a sűrűsége;
Költséghatékonyság: A CNC-feldolgozáshoz képest a komplex alkatrészek költsége 40-60%-kal csökken, ami alkalmas tömegtermelésre (napi 100 000 darab).
2. Teljes folyamat -technológiai bontás
Alapanyag -előkészítés
Por kiválasztása: átlagos részecskeméret 10-20 μm (D50), oxigéntartalom <1000ppm (titánötvözet igénye <500pm);
Binder System: A 2025-ben a vízalapú környezetbarát képlet (polivinil-alkohol + polietilén-glikol, 55-65%), termikus bomlási maradék <0,02%;
Keverési folyamat: Twin-Screw extruder (Coperion ZSK sorozat) Hőmérséklet-szabályozás 150-180 ℃, az egységességi eltérés keverése ≤1,5%.
Fröccsöntés
A penész kialakítása: A gyémántszerű szénbevonat (DLC, vastagság 2 μm) a penészüreg felületén meghosszabbítja a szerviz élettartamot 500 000 penészre, és a domborító lejtő 0,5-1 °;
Folyamat -paraméterek:
Befecskendezési nyomás: 80-120mPa (dinamikusan beállítva az áramlási hossz arány szerint)
Hordó hőmérséklete: 160-200 ℃ (kötőanyag-olvadó ablak)
Nyomás-tartási idő: 3-8 másodperc (a zsugorodás kompenzációja)
Intelligens vezérlés: Az olvadék elülső (Moldflow 2025 verzió) AI valós idejű megfigyelése, az áramlási sebesség automatikus korrekciója a hegesztési vonal hibáinak megakadályozása érdekében.
Bepradagolás
Oldószer zsírtalanítás: Tetrahidrofurán (THF) 6-12 órán keresztül áztatva, távolítsa el a kötőanyag 70-80% -át;
Hőszegénység: lépésről lépésre fűtés nitrogénvédelem alatt (1 ℃/perc-450 ℃), maradék széntartalom <0,1%;
Új technológiai áttörés: A szuperkritikus CO₂ zsírtalanítás (BASF 2025 szabadalom), az idő 4 órára rövidebb, az energiafogyasztás 40% -kal csökken
Szinterelés
Szinterezési görbe: Magas hőmérsékletű 1350-1550 szakasz ℃ (az anyagtól függően), Isosztatikus sajtó segített (AR nyomás 100mPa) sűrűsítés;
Dimenzióvezérlés: Lineáris zsugorodás 15-20%, az előerősítés előtti kompenzáció CAD modellen keresztül (AI előrejelzési kompenzációs együttható pontosság ± 0,05%);
Fejlett berendezés: vákuum -szinteráló kemence (ALD vákuum technológiák) integrált oxigéntartalom -megfigyelés (<10ppm riasztás).
Utófeldolgozás
Felület befejezése: mágneses polírozás (belső üregekhez), PVD bevonat (javítja a kopásállóságot);
Intelligens detektálás: Az ipari CT (Nikon XT H 450) a mikropórusok teljes ellenőrzését (> 50 μm) valósítja meg, és a hozam sebessége 99,95%-ra növekszik.
A fém fröccsöntés legfontosabb pontjai:
1. Alapanyag -tervezés és előkészítés
Por tulajdonságszabályozás
Részecskeméret-követelmények: 10-20 μm (D50), specifikus felület> 0,5 m²/g (titán ötvözet oxigéntartalom <500ppm);
Anyagválasztás: rozsdamentes acél 316L (60%-ot számolva), titánötvözet Ti-6AL-4V (orvosi mező), volfrám-ötvözet (katonai nagy sűrűségű alkatrészek).
Kötőanyag -innováció
Környezetbarát vízalapú rendszer: polivinil-alkohol + polietilén-glikol (bomlási maradék <0,02%), helyettesítve a hagyományos paraffinbázist (a szén-dioxid-kibocsátás 40%-kal csökkent);
Szuperkritikus CO₂ zsírtalanítás: BASF 2025 Új technológia, a zsírtalanító idő 12 óráról 4 órára csökken, és az energiafogyasztás 40%-kal csökken.
2. A penész és az öntési folyamat optimalizálása
A penésztervezés kulcsfontosságú pontjai
Felszíni bevonat: DLC bevonat (vastagság 2 μm) 500 000 penészre növeli az élettartamot;
A penészkibocsátási szerkezet: 0,5-1 ° lejtő, ektor elrendezési sűrűség ≥1 gyökér/20cm² (anti-deformáció)
Befecskendezési nyomás: 80-120mPa, dinamikusan beállítva az áramláshossz arányának megfelelően
Hordó hőmérséklete: 160-200 ℃, zónahőmérséklet-szabályozás (± 2 ℃ ingadozás)
Nyomás-tartási gradiens: 3 fokozatú csillapítás (80 → 50 → 30mPa), a zsugorodás kompenzációja (15-20%) és a ferde megelőzése
3. áttörés a szinterelésben és az utófeldolgozásban
Sűrűsítési szabályozás
Szintering görbe: 1350-1550 ℃ (titánötvözethez vákuumfokozatot igényel <10⁻³Pa), izosztatikus sajtó segített (100mPa AR gáz);
Dimenziós kompenzáció: AI előrejelzi a lineáris zsugorodást (hiba ± 0,05%), CAD modell előtti megerõsítés előtti kialakítás.
Felületi erősítő technológia
Mágneses polírozás: Belső üreg -burr eltávolítási sebessége> 99,9% (RA 1,6 μm -ről 0,2 μm -re csökkent);
PVD bevonat: Az ónbevonat (vastagsága 3-5 μm) javítja a kopásállóságot és meghosszabbítja az élettartamot 3-szor
fém fröccsöntés
Egy fém fröccsöntési formázó gyártó vagyunk, kiváló minőségű fémfrakciók gyártását biztosítva. Mindaddig, amíg testreszabni/fejleszteni szeretné a féminfektus -öntési termékeket, megtalálhat minket. Professzionális fröccsöntő formatervezésű és érett gyártási technológiánk van, amely egyablakos szolgáltatást nyújt Önnek, a terméktervezés-összeállítási termékek gyártási termékek csomagolásának termékek szállításától, minden linkben segíthetünk Önnek. Mindaddig, amíg eljön hozzánk, a végső szolgáltatást nyújtjuk Önnek, és kielégítjük Önt a termékminőség, a termelési idő, az információk párbeszéde stb. Finanszírozása szempontjából.
|
Terméknév |
Borotválkozás |
|
Pls biztosítja |
2D, 3D, minták vagy méret A több szögű képek |
|
Penészidő |
20-35 nap |
|
Termékidő |
7-15 nap |
|
Penész pontosság |
+/- 0,01 mm |
|
Penész élet |
50-100 millió lövés |
|
Előállítási folyamat |
Ellenőrzési rajzok - penészáram -elemzés - Tervezési validálás - Egyedi anyagok - Penészfeldolgozás - Core Processing - Elektróda megmunkálás - Runner rendszer Feldolgozás - alkatrészek feldolgozása és beszerzése - megmunkálás elfogadás - üreg Felszíni kezelési folyamat - Komplex mód meghal - az egész Penészfelület bevonása - szerelőlemez - Penészminta - minta teszt - Küldés minták |
|
Formaüreg |
Egy üreg, több üreg vagy ugyanaz Különböző termékeket készítenek együtt |
|
Penészanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Futópálya |
Forró futó és hideg futó |
|
Alapanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Befejez |
A szó elnyelése, a tükör kivitele, matt felület, Striae |
|
Standard |
Hasco, DME vagy attól függ |
|
Fő technológia |
Maró, csiszolás, CNC, EDM, huzal Vágás, faragás, EDM, eszterga, felszíni kivitel stb. |
|
Szoftver |
CAD, Pro-E, UG tervezési idő: 1-3 nap (Normál körülmények) |
|
Termékanyag |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Minőségi rendszer |
ISO9001: 2008 |
|
Időt teremt |
20 nap |
|
Felszerelés |
CNC, EDM, levágva Gép, műanyag gépek stb. Műanyag bőrönd penész Zhe Jiang |


Műanyag fröccsöntő formakészítés

Műanyag formázási előírások

Penész kialakítás:




Tranzakciós folyamat:

Penészvizsgálat:


Termékcsomagolás

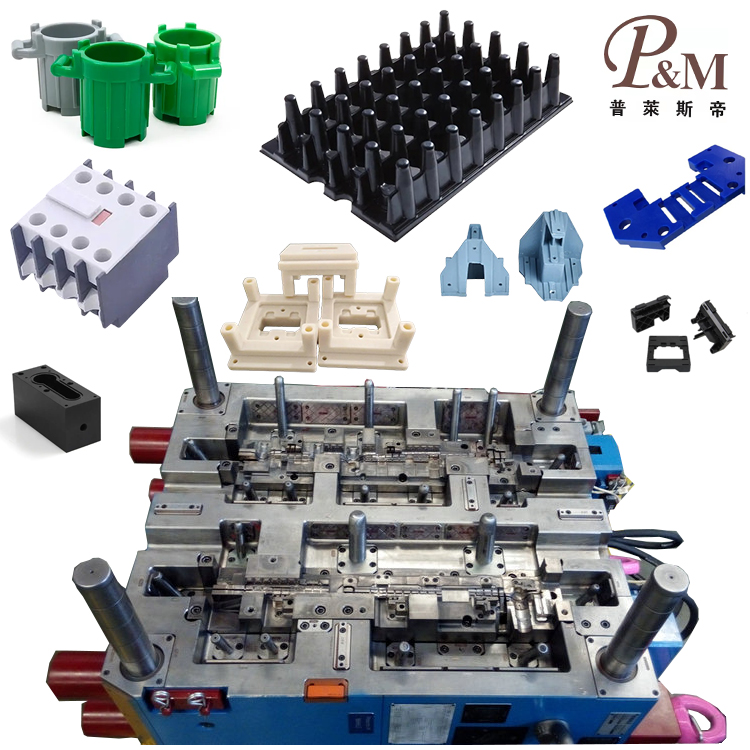
Gyár
Egyéni műanyag penészgyár vagyunk. Gyárunk műanyag fröccsöntő penészgyártó. 17 éves tapasztalattal rendelkezik a professzionális műanyag penész és a 10 éves külkereskedelmi tapasztalatok terén. Egyéni műanyag penészszállító vagyunk. Egyedi műanyag penész szolgáltatást tudunk biztosítani. Gyárunk elkészítheti a fröccsöntött műanyag alkatrészeket, és a termékek minősége kielégíti Önt.
Több mint 50 csúcskategóriás gépünk és több száz mérnök és tervező van. Egyablakos szolgáltatást nyújthatunk a terméktervezésből - penészkészítés - terméktermelés - termékcsomagolás - szállítás. Van egy teljes gyártási láncunk. Meg tudjuk felelni az Ön igényeinek.
Az általunk nyújtott szolgáltatásokat:
Professzionális egyedi penész szolgáltatás, műanyag penész kialakítás és gyártás. Plasztikus termékek előállítása, terméktervezés, penész kialakítás, fújó penész testreszabás, rotációs penész testreszabás, szerszám-öntő penész testreszabás. 3D nyomtatási szolgáltatások, CNC gyártási szolgáltatások, termékcsomagolás, testreszabott csomagolás, szállítási szolgáltatások.










Mindig betartjuk a minőség alapelveit az első és az idő. Miközben a legmagasabb minőségű termékeket biztosítja az ügyfeleknek, próbálja meg maximalizálni a termelési hatékonyságot és lerövidíteni a termelési időt. Büszkék vagyunk arra, hogy minden ügyfélnek elmondhatjuk, hogy vállalkozásunk nem veszített semmilyen ügyfelet a létesítménye óta.

GYIK
1. kérdés: Ön kereskedési társaság vagy gyártó?
V: Gyártók vagyunk.
Q2. Mikor kaphatom meg az idézetet?
V: Általában 2 napon belül idézünk, miután megkapjuk a kérdést.
Ha nagyon sürgős vagy, kérjük, hívjon minket, vagy mondja el nekünk az e -mailben, hogy először idézhessünk az Ön számára.
Q3. Mennyi ideig tart a penész átfutási ideje?
V: Minden a termékek méretétől és összetettségétől függ. Általában az átfutási idő 25 nap.
Q4. Nincs 3D -s rajzom, hogyan kell elkezdenem az új projektet?
V: Szolgálhat nekünk egy öntvénymintát, segítünk a 3D -s rajz kialakításának befejezésében.
Q5. A szállítás előtt hogyan lehet biztosítani a termékek minőségét?
V: Ha nem érkezik a gyárunkba, és nem is rendelkezik harmadik félbe az ellenőrzésre, akkor az Ön ellenőrző munkásod lesz.
Biztosítunk egy videót a gyártási folyamat részleteihez, amelyek tartalmazzák a folyamatjelentést, a termékek méretét és a felületi részleteket, a csomagolási részleteket és így tovább.
Q6. Mi a fizetési feltételei?
V: A penészfizetés: 40% -os betét T/T előre, 30% -os második penészfizetés az első próbaminták elküldése előtt, 30% penész egyenleg, miután elfogadta a végső mintákat.
B: Termelési fizetés: 50% -os betét előre, 50% a végső termékek elküldése előtt.
7. kérdés: Hogyan alakíthatja ki üzleti hosszú távú és jó kapcsolatunkat?
V: 1. Megőrzzük a jó minőségű és versenyképes árat annak biztosítása érdekében, hogy ügyfeleink részesüljenek a legjobb minőségű termékek számára.
2. Tiszteletben tartjuk minden ügyfelet, mint barátunkat, és őszintén üzletet folytatunk, és barátkozunk velük, függetlenül attól, hogy honnan származnak.
Hot Tags: Féminfinfekciós öntvény, Kína, gyártó, beszállító, gyár, testreszabott, nagykereskedelmi, vásárlás, minőség, legújabb eladás, Kínában készült
Kapcsolódó kategória
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








