

itthon
>
Termék > Alapvető testreszabási szolgáltatás > Egyedi formázás > Robot alkatrész fröccsöntés
Termék
- Alapvető testreszabási szolgáltatás
- Egészségügyi ellátás
- Elektronikus készülékek és műszerek
- Anyai és gyermekkellékek öntőformái
- Szabadidősportok
- Lakberendezési művészet
- Autó tartozékok
- Szállítás és raktározás
- Világítótestek
- Építőipari berendezések
- Csomagoló termék
- Oktatás és laboratóriumok
- Ruházat Csomagkiegészítők
- Ápoló és tisztítószerek
- Mezőgazdaság és Erdészet
- Mechanikai berendezések
- Kisállat kellékek
- Konyhaedények







Robot alkatrész fröccsöntés
A robot alkatrész -fröccsöntéshez a Ningbo (P&M) Plastic Metal Products Co., Ltd. 18 éves penészgyártási technológiával és 10 éves export tapasztalattal rendelkezik. Professzionális egyablakos, testreszabott penész szolgáltatásokat nyújtunk, és professzionális műanyag penészgyártó vagyunk. Használhatjuk a fröccsöntést, a fújást, a szerszámot és a forgó formázást.
Kérdés küldése
termékleírás
A robotrész -fröccsöntés egy olyan technológiára utal, amely a robotok különféle mag- és kiegészítő részeit (például szerkezeti alkatrészeket, sebességváltó alkatrészeket, érzékelő házakat, csatlakozási alkatrészeket stb.) Készít, testreszabott fröccsöntési folyamatok felhasználásával. Ennek a folyamatnak egyesítenie kell a robotalkatrészek speciális követelményeit a pontosság, az erő, az időjárás -ellenállás stb. Szüksége érdekében, és az olvadt műanyagot olyan részekké alakítania, amelyek megfelelnek a robot összeszerelési szabványoknak és a munkakörülmények követelményeinek, exkluzív penész kialakítás, pontos anyagválasztás és optimalizált injekciós paraméterek révén. A hagyományos mechanikus feldolgozással összehasonlítva hatékonyan felismerheti a komplex szerkezetű alkatrészek tömegtermelését, és biztosítja az alkatrészek dimenziós konzisztenciáját és teljesítmény-stabilitását, amely a robotipar nagyszabású termelésének egyik legfontosabb támogató technológiája.

P&M robot alkatrész -fröccsöntés Bevezetés
A robot alkatrész -fröccsöntés alapjellemzői
1. Rendkívül magas pontosságú öntés
A robot alkatrészek (például az ízületi sebességváltók, a precíziós csatlakozók) rendkívül magas követelményekkel bírnak a dimenziós pontosságra, általában ± 0,005 mm toleranciát igényelnek, és néhány mag alkatrésznek még mikron szintű pontosságot is igényel. A fröccsöntési eljárás során gondoskodni kell arról, hogy az alkatrészek pontosan megfeleljenek a robot szerelvény toleranciájának a nagy pontosságú penészgyártáson keresztüli öntés után (H13 Hot Work Mold acél segítségével, öt tengelyes megmunkáló központban feldolgozva, penészüreg pontosságával, akár ± 0,002 mm-ig), a zárt kovácsolás-ellenőrzési injekciós fröccsöntési machinákkal és az interneten belüli ellenőrzés alatt áll), a flaktív tartományon belül, a fluktúrán belül, a fluktúrákon belül, a fluktúrákon belül, a flaktív tartományon belül) Dimenziós ellenőrzés (lézeres átmérőjű mérőeszközök és koordináta mérőgépek a visszacsatoláshoz való valós időben történő visszacsatoláshoz), hogy elkerüljék a robot működési vagy pozicionálási hibáit, amelyeket a nem megfelelő alkatrész -pontosság okoz.
2. Komplex szerkezetek integrált formázása
A robot alkatrészek gyakran komplex szerkezeti mintákat foglalnak magukban, például csatlakozási bázisok több csatkészlettel, sebességváltó házakkal, beépített megerősítő bordákkal, érzékelők konzolokkal, speciális alakú lyukakkal stb. A fröccsöntési folyamat felismerheti ezen komplex szerkezetek integrált formáját, ha több kavantás vagy kompozit penész kialakítással rendelkezik, hogy a robotcsuklót egyidejűleg egyidejűleg, a redukciókkal, a redukciókkal, a számok részét képezhetik, nem csak a redukciók, és azt a számot, amelyet a Reducts-ban egyidejűleg átfedhetnek. (csökkenti az alkatrésztípusok 30%-50%-át a hagyományos splicing folyamatokhoz képest), de elkerüli a splicing hiányosságok által okozott szerkezeti gyenge pontokat, javítja az alkatrészek általános merevségét (a hajlítási szilárdság több mint 20%-kal növekszik), és csökkenti a robot összeszerelésének bonyolultságát és költségeit.
3. Az anyagtulajdonságok pontos illesztése
A robot munkakörnyezete változatos (például magas hőmérsékletű olajszennyezés az ipari műhelyekben, a magas és alacsony hőmérsékletű váltakozás a kültéri forgatókönyvekben, steril követelmények az orvosi forgatókönyvekben), és a különböző alkatrészeknek alkalmazkodniuk kell az adott anyag tulajdonságaihoz: a sebességváltó alkatrészeknek nagy kopási ellenállásra van szükségük (például PA66 anyagot, amelynek üvegszálú hozzáadása kevesebb, mint 0,001 mm 1/(n ・ M)); A kültéri robot házaknak UV-öregedési ellenállásra van szükségük (például PC/ABS ötvözet hozzáadva, az ütközési szilárdsági visszatartási arány eléri a 85% -ot az 1000 órás UV besugárzás után); Az orvosi robot alkatrészek biokompatibilitást igényelnek (például orvosi minőségű peek anyagot, amely megfelel az ISO 10993 biokompatibilitási szabványának). A fröccsöntési folyamat pontosan megfelelhet a különböző robot alkatrészek teljesítménykövetelményeinek az anyagmódosítás és a képlet beállítása révén, biztosítva, hogy az alkatrészek hosszú ideig stabilan működjenek meghatározott munkakörülmények között.
B 、 A robot alkatrész -fröccsöntés gyártási folyamata
1.
Először a robotalkatrészek műszaki követelményeinek mélyen elemezni kell: tisztázza az alkatrész funkcionális helyzetét a robotban (például terhelés-hordozást, sebességváltót, tömítést), a munkakörnyezet paramétereit (hőmérsékleti tartomány, közepes érintkezés, terhelési szilárdság), az összeszerelési toleranciát (adjon részletes 2D/3D rajzokat, jelölje meg a kulcsfontosságú méreteket és a geometriai toleranciókat) és a kimeneti igényeket (meghatározzuk a kialakulási élményt). A követelmények alapján a CAD/CAE szoftvert (például a SolidWorks, a Moldflow) használják a penész kialakításához: a műanyag zsugorodás (például 2,0% -2,5% a POM-anyagok esetében 2,0% -2,5%) üregét és magjának szükségességét, és a műanyag töltési folyamat szimulálására, a kapu helyzetének optimalizálására, a 0,0-os ellenőrzési ellenőrzési optimalizálás céljából optimalizálják, de a detront ellenőrzött helyzetbe kerülnek); A precíziós sebességváltó alkatrészekhez a csapok és az irányító szerkezetek elhelyezését be kell állítani a penészbe annak biztosítása érdekében, hogy a kulcsfuratok koaxialitása az alkatrészek öntése után ≤0,003 mm.
2.Hight Precision Penészgyártás
A penészanyagokat az alkatrész pontosságának és kimenetelének megfelelően választják ki: A magüreg és a maghasználat H13 vagy S136 penész acél (a H13 erős kopásállósággal rendelkezik, tömegtermeléshez alkalmas; az S136 kiváló korrózióállósággal rendelkezik, alkalmas átlátszó alkatrészekhez vagy nagy felületi követelményekkel rendelkező alkatrészekhez), és a sablon P20 előre karbantartott acélt használ. A feldolgozási folyamat több precíziós folyamatot igényel: Először használjon egy öttengelyes megmunkáló központot az üreg durva és félig kitöltésére, hogy biztosítsa a ≤0,005 mm forma és helyzettűrést; Ezután használja az elektromos kisülési megmunkálást (EDM) a komplex üreg vagy a keskeny résszerkezet befejezéséhez, a felületi érdességgel Ra≤0,4 μm -en; Végül hajtsa végre a tükör polírozását (gyémánt őrlési paszta, pontossággal Ra≤0,012 μm -ig) és a penészszerelvényt. Az összeszerelés után egy lézer -interferométert használnak a penész párhuzamosság és a koaxialitás észlelésére annak biztosítása érdekében, hogy a penész teljes pontossága megfelel -e az alkatrésztermelési követelményeknek.
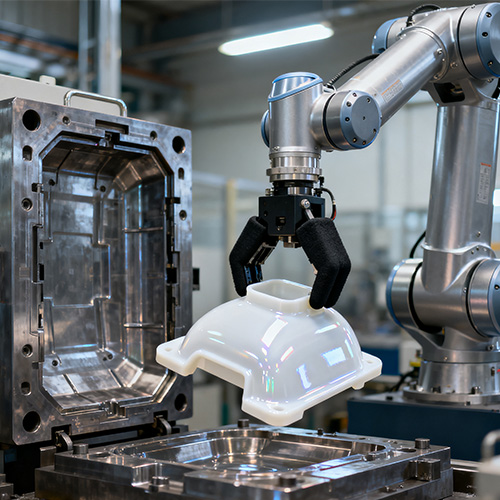
3. injekciós előállítás és folyamat optimalizálása
Az injekciós paramétereket az alkatrész anyagjellemzői szerint kell beállítani: például robotcsukló fogaskerekek előállításakor (PA66 + 30% üvegszál felhasználásával), az injekciós hőmérsékletet 260-280 ℃-nél szabályozzuk, az injekciós nyomás 80-100 mPa-nál, a 15-20-os időtartamot, a hűtési időt pedig 25-30S-en; Az érzékelő házak előállításakor (PC-anyagok felhasználásával) az injekciós hőmérséklet 280-300 ℃, az injekciós nyomás 90-110MPA-nál, hogy elkerülje a belső feszültséget, ami a ház repedését okozza. A gyártási folyamat során az ipari tárgyak internete (IIOT) rendszert használják a fröccsöntő gép paramétereinek (hőmérséklet, nyomás, idő) és az alkatrész -adatok valós időben történő gyűjtésére, és korrelációs modellt hoznak létre a folyamatparaméterek és az alkatrészminőség között: Ha az alkatrész -eltérés észlelhető a 0,003 mm -re, a rendszer automatikusan beállítja az injekciós sebességet, vagy megtartja a nyomást, hogy megvalósítsák a folyamat dinamikus optimalizálásának optimalizálását a folyamat dinamikus optimalizálásának, a dinamikus optimalizáláshoz, hogy a folyamat dinamizálása optimalizálja a folyamat dinamikus optimalizálását, hogy a folyamatok dinamizálása optimalizálja a folyamatot a dinamizálási optimalizáláshoz, hogy a dinamikus optimalizálás a dinamikus optimalizáláshoz valósítson meg a nyomást. 99,5%.
4. rész Az utófeldolgozás és az ellenőrzés
A fröccsöntés utáni alkatrészek célzott utófeldolgozásra van szükségük: átviteli fogaskerekekhez, rendezvényekhez (ultrahangos tartós berendezések felhasználásával a kapu eltávolításához és a felszíni burrok elválasztására, pontossággal, akár 0,001 mm-ig is) és a felületi keményedés kezelésére (például nitrid-kezelés, a felületi keménység a HV800 feletti emelkedésre van szükség); Az érzékelő házakhoz felületi bevonat (például vákuum -porlasztási bevonat a ház karcolása és az elektromágneses árnyékoló hatás javítása érdekében) szükséges. Az ellenőrzési link a "100% -os ellenőrzés + mintavételi ellenőrzés" kombinációját alkalmazza: a kulcsméreteket (például a fogaskerék -modulust, a lyuk távolságot) teljes mértékben ellenőrzik egy teljesen automatikus koordináta mérőgéppel, hogy biztosítsák, hogy minden rész megfeleljen a pontossági követelményeknek; A mechanikai tulajdonságokat (például a szakítószilárdság, az ütés szilárdságát) tételből veszik mintát (kötegenként 5-10 darab), és univerzális tesztelőgéppel és ütközési tesztelőgéppel ellenőrzik; A környezeti alkalmazkodóképességet (mint például a magas és alacsony hőmérsékletű ellenállás, az öregedési ellenállás) egy magas és alacsony hőmérsékleti kamrával és az öregedési tesztkamrával teszteljük, hogy az alkatrészek alkalmazkodjanak a robot munkakörnyezetéhez.
P&M robot alkatrész -fröccsöntés (specifikáció)
|
Penésznév |
Robot alkatrész fröccsöntés |
|
Megígérjük |
Minden ügyfél-központú, soha ne rövid távú nyereségért, és eladja a hosszú távú előnyöket |
|
Mi termelünk |
Penész, prototípus, fröccsöntés, termékgyűjtés, felületi nyomtatás, a felületi integráció permetezése |
|
Pls biztosítja |
2D, 3D, minták vagy a többszögű képek mérete |
|
Penészidő |
Körülbelül 25 munkanap |
|
Termékidő |
7-15 nap |
|
Divat pontosság |
± 0,1 mm |
|
Penész élet |
50-100 millió lövés |
|
Előállítási folyamat |
Audit rajzok - Penészáramlás elemzése - Tervezés érvényesítése - Egyéni anyagok - Penészfeldolgozás - Core -feldolgozás - Elektróda megmunkálás - Runner rendszerfeldolgozás - Alkatrészek feldolgozása és beszerzése - megmunkálás - üregfelszíni kezelési folyamat - Komplex üzemmódban Die - A teljes penészfelület bevonása - szerelőlemez - Penészminta - Minta teszt - minták küldése - minták küldése - minták küldése - minták küldése - minták küldése - minták küldése - minták küldése - minták küldése - minták küldése |
|
Formaüreg |
Egy üreg, több üreg vagy ugyanazok különböző termékek együtt készülnek |
|
Penészanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Futópálya |
Forró futó és hideg futó |
|
Alapanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Befejez |
A szót, a tükör kivitelét, a matt felületet, a striae -t |
|
Standard |
Hasco, DME vagy attól függ |
|
Fő technológia |
Millelés, őrlés, CNC, EDM, huzalvágás, faragás, EDM, eszterga, felületi kivitel stb. |
|
Szoftver |
CAD, Pro-E, UG tervezési idő: 1-3 nap (normál körülmények) |
|
Termékanyag |
Élelmiszer -minőségű műanyag nyersanyagok |
|
Származás |
Kínában készült |

Testreszabási folyamat








Gyár és rólunk
A Ningbo Plastic Metal Product Co., Ltd (P&M) a Yuyao-ban található, az úgynevezett penészvárosban, a Plastic Kingdom-ban, a Hangzhou-öböl híd déli csúcsán, Sanghaj északi részén, a Ningbo kikötőjétől keletre, az állami 329-es szűk kettős vonalon a szárazföldön, a tengeren és a levegőben egy hálózatba, hogy megkönnyítsék a szállítást.
A bőséges műszaki erő, a tudományos menedzsment módszerek és a jó értékesítés utáni szolgáltatás, a termék mélyen megbízható és a világ minden tájáról származó ügyfelek. A P&M javított fejlesztési és termelési rendszert tart, hogy elérje a penész kialakítását, a műanyag termékek gyártását és az automatikus gyártást. Fő termékeink a műanyag penész, műanyag termék, fémtermék tervezése és gyártása. Vállalkozásunk 90% -os termékét exportálják Amerikába, Európába, Németországba, Japánba, Ausztráliába stb. Sok éven át a társaságot elkötelezettek a nyersanyagok kutatása mellett. A társaságnak megvan a saját védjegye és tucatnyi szabadalma, amelyek kényelmesebb technikai támogatást nyújtanak a penészkészítéshez és a termék előállításához. A P&M 2008 -tól kezdte meg a hazai üzletet, Shundi Mold Factory -t. És 2014 -től nyitotta meg a nemzetközi piacot. Mindig betartjuk a minőség alapelveit az első és az idő. Miközben a legmagasabb minőségű termékeket biztosítja az ügyfeleknek, próbálja meg maximalizálni a termelési hatékonyságot és lerövidíteni a termelési időt. Büszkék vagyunk arra, hogy minden ügyfélnek elmondhatjuk, hogy vállalkozásunk nem veszített semmilyen ügyfelet a létesítménye óta.
A P&M betartja a piac-orientált életet, és összpontosítson a minőségi szolgáltatásokra és az új termékek folyamatos fejlesztésére, amely elhatározta, hogy jobb vállalati képet alkot, és otthoni és külföldön barátaink széles körű üzleti cseréjét és együttműködését, ragyogóvá válnak.






Csomagolás
Csomagolás az Ön igényei szerint
1. A levegőben 3-7 napot vesz igénybe a szülés.
Az árukat DHL, FedEx, UPS szállíthatja.
2. tengerenként a szállítási idő a kikötőn alapul.
A délkelet-ázsiai országokba kb. 5-12 napot vesznek igénybe.
A Közel-Kelet országába kb. 18-25 napot vesz igénybe.
Az európai országokba kb. 20-28 napot vesz igénybe.
Az amerikai országokba kb. 28-35 napot vesz igénybe.
Ausztráliába kb. 10-15 napot vesz igénybe.
Az afrikai országokba kb. 30-35 napot vesz igénybe.
A P&M kerékpáros alkatrészek, amelyek a gyermekek köré összpontosítanak, kiegyensúlyozzák a biztonságot, az egészséget és a szórakozást, amelynek célja, hogy élénk színt adjon a gyermekek gyönyörű gyermekkorához. Bízunk benne, hogy együtt dolgozhatunk veled gyermekeink kiszolgálására.
A gyermek növekedésének útját téglákkal és csempékkel borítják.


GYIK
1. Ki vagyunk?
A kínai Zhejiangban székhellyel 2014 -től kezdjük, Észak -Amerikába (30,00%), Dél -Európában (10,00%), Észak -Európában (10,00%), Közép -Amerikába (10,00%), Nyugat -Európa (10,00%), Mid -East (10,00%), Kelet -Európa (10,00%), Dél -Amerika (10,00%). Összesen körülbelül 51-100 ember van irodánkban.
2.Hogyan garantálhatjuk a minőséget?
Mindig a produkció előtti minta a tömegtermelés előtt;
Mindig végleges ellenőrzés a szállítás előtt;
3.Mit vásárolhat tőlünk?
Penész, műanyag termék, fémtermék, fogászati termék, CNC megmunkálás.
4. Miért kellene tőlünk vásárolni, nem más beszállítóktól?
Mindenféle 3D -s kialakítást, 3D -s nyomtatást és műanyag fém formákat és termékeket készítünk. Van saját mérnökünk és gyárunk. Egyablakos ellátás: 3D -s kialakítás - 3D -s nyomtatás - penészkészítés - műanyag injekció.
5.Milyen szolgáltatásokat nyújthatunk?
Elfogadott kézbesítési feltételek: FOB, CFR, CIF, EXW, FCA, DDP, DDU;
Elfogadott fizetési valuta: USD, EUR;
Elfogadott fizetési típus: T/T, L/C, PayPal, Western Union, Letétek;
Beszélt nyelv: angol, kínai, spanyol, francia, orosz.
6.Mi a szolgáltatás tulajdonságai?
1. Termékeinkkel vagy áraival kapcsolatos vizsgálata 24 órán belül válaszol.
2. Jól képzett és tapasztalt személyzet, hogy válaszoljon minden kérdésére folyékonyan angolul.
3. A probléma megoldásának felajánlása a probléma megoldásához vagy az értékesítési időszakban.
4. Versenyképes árak azonos minőség alapján.
5. Garantálja a minták minőségét, mint a tömegtermelés minősége.
Hot Tags: Robot alkatrész -fröccsöntés, Kína, gyártó, beszállító, gyár, testreszabott, nagykereskedelmi, vásárlás, minőség, legújabb eladás, Kínában készült
Kapcsolódó kategória
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








