

itthon
>
Termék > Alapvető testreszabási szolgáltatás > Egyedi formázás > Fröccsöntő szerviz átlátszó műanyag tok
Termék
- Alapvető testreszabási szolgáltatás
- Egészségügyi ellátás
- Elektronikus készülékek és műszerek
- Anyai és gyermekkellékek öntőformái
- Szabadidősportok
- Lakberendezési művészet
- Autó tartozékok
- Szállítás és raktározás
- Világítótestek
- Építőipari berendezések
- Csomagoló termék
- Oktatás és laboratóriumok
- Ruházat Csomagkiegészítők
- Ápoló és tisztítószerek
- Mezőgazdaság és Erdészet
- Mechanikai berendezések
- Kisállat kellékek
- Konyhaedények









Fröccsöntő szerviz átlátszó műanyag tok
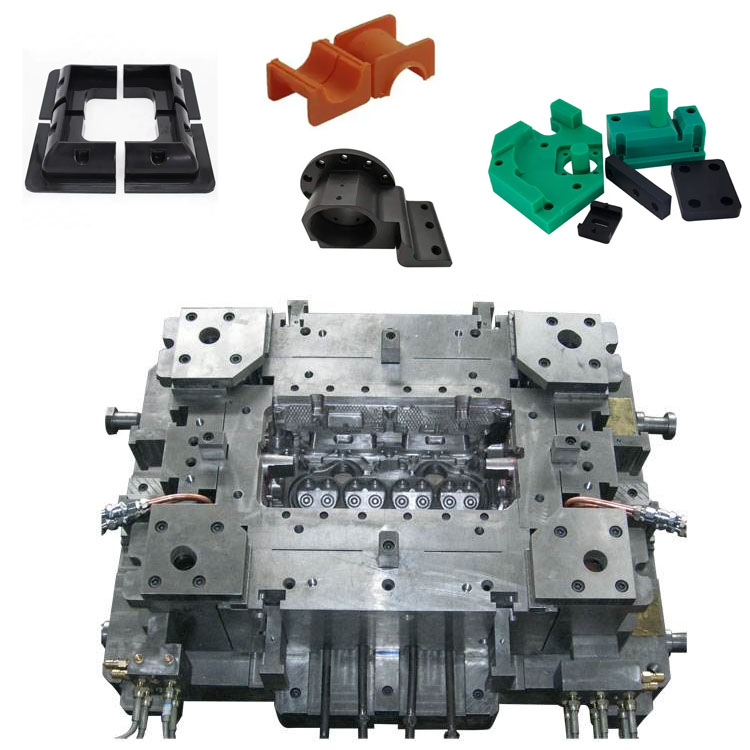
A Ningbo (P&M) Plastic Metal Products Co., Ltd. 17 éves penészgyártási technológiával rendelkezik, és testreszabhatja a fröccsöntési szolgáltatást az átlátszó műanyag tokkal. Professzionális testreszabott fröccsöntési szolgáltatást nyújtunk átlátszó műanyag tok szolgáltatások, és professzionális fröccsöntési szolgáltatás vagyunk, az átlátszó műanyag tok gyártója. Elegendő tapasztalattal rendelkezünk a termék nyersanyagok és penészanyagok kiválasztásában. A fröccsöntési szolgáltatás átlátszó műanyag tok testreszabása során a gyárunk egyablakos szolgáltatást nyújthat. Vannak tervezési és gyártási képességeink, amelyek a fröccsöntési kiszolgálással kapcsolatos átlátszó műanyag tokkal, például CAD tervezés, penészgyártás, fröccsöntés, műanyag termékek előállítása, összeszerelése és egyéb technológiák.
Kérdés küldése
termékleírás
Ezenkívül cégünk együttműködési kapcsolatokat létesített a műanyag nyersanyag -beszállítókkal, a nyomtatási gyártókkal stb. A nyersanyagok és a nyomtatás minőségének biztosítása érdekében. Gazdag tapasztalataink és tökéletes ellátási láncunk révén cégünk kiváló minőségű, testreszabott fröccsöntési szolgáltatást nyújthat az átlátszó műanyag tok termékek számára, hogy kielégítsék saját igényeiket. Ugyanakkor 10 éves szakmai külkereskedelmi szolgáltatásunk van, megértjük a külkereskedelmi folyamatot és jobban kiszolgáljuk ügyfeleinket. A fröccsöntési kiszolgáláshoz az átlátszó műanyag tok termékeket a megfelelő műanyag alkatrészek készíthetjük, amelyeket elsősorban fröccsöntő formákon keresztül végeznek.


Az átlátszó műanyag dobozok fröccsöntése az optikai minőségű precíziós fröccsöntés modellje. Elérte a végső követelményeket az átláthatóság, a tisztaság, a belső stressz és a hibák nélkül. Bármely kisebb hibát végtelenül nagyítanak az átlátszó részen.
Az alábbiakban bemutatjuk az átlátszó műanyag dobozok fröccsöntésének részletes szakmai eljárását, amely szigorúan betartja az optikai termékek magas színvonalú követelményeit.
Az átlátszó műanyag dobozok fröccsöntésének szakmai folyamata
Első szakasz: Anyagválasztás és előkezelés
Ez a sarokköv, amely meghatározza a végső átlátszó hatást, és a "tisztaság" az alapvető követelmény.
Anyagválasztás
Polikarbonát (PC): A nagy szilárdság és a nagy ütközéses ellenállás előnyös anyaga. Kiváló szilárdsággal és magas hőállósággal rendelkezik (akár 120 ℃ -ig), és széles körben használják azokat a dobozokban, amelyek sokk ellenállást és fertőtlenítési képességeket igényelnek (például orvosi berendezések dobozok és elektromos készülékek). A hátrányok az, hogy hajlamosak a stressz repedésre, és hosszú távú UV-expozíció után kissé sárgavá válhat.
Polimetil -metakrilát (PMMA/akril): Az átláthatóság királya (több mint 92%). Rendkívül magas fényű, magas keménységgel, karcálló, jó időjárási ellenállással rendelkezik, és nem hajlamos a sárgásra. A hátrány az, hogy törékeny és rossz ütésállósággal rendelkezik. Gyakran használják csúcsminőségű kijelzőn és kozmetikai csomagolásban.
Poletilén-tereftalát (PET/APET): Magas átlátszóság, nagy merevség, élelmiszer-minőségű biztonság. Jó kémiai stabilitással rendelkezik, és gyakran használják az élelmiszer -csomagoló dobozokban és a kozmetikai dobozokban. Törékenyebb, mint a PC és a PMMA.
Polipropilén (PP): Vannak átlátszó módosított osztályok (például átlátszó PP), amelyek a legalacsonyabbak. Átláthatóságuk, keménységük és felületi fényük azonban mind alacsonyabb, mint a fenti anyagok. Leginkább a napi csomagoláshoz használják, ahol az optikai teljesítményigény nem magas.
Anyagi előkezelés
Alaposan ki kell szárítani! A PC, a PMMA és a PET mind rendkívül erős higroszkópossággal rendelkezik.
PC: Javasoljuk, hogy szárítóval szárítsák meg 100-120 ℃-en, több mint 3-4 órán keresztül, a nedvességtartalom kevesebb, mint 0,02%.
PMMA/PET: Javasoljuk, hogy 70-80 ℃ sebességgel 3-4 órán át szárítsa meg.
Tiszta környezet: A nyersanyagok tárolását és szállítását alacsony poros környezetben kell elvégezni. A legjobb a központi etetési rendszer és a lezárt csővezetékek használata a porszennyezés megakadályozására.
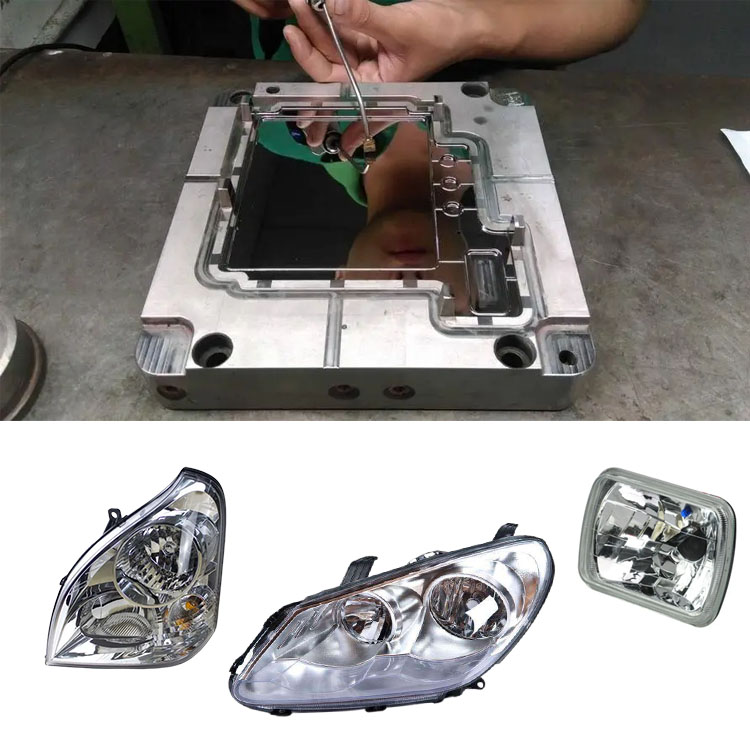
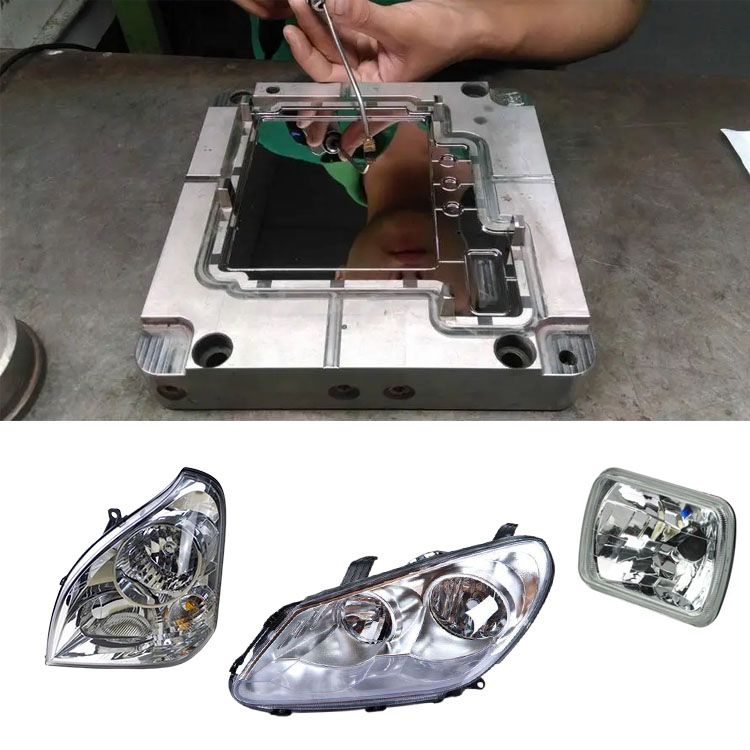
Második fázis: Penésztervezés és gyártás
A penész minősége 1: 1 megismétlődik a termék felületére, a "Mirror Finish" pedig az alapcél.
Tükör polírozása: Az üregfelületnek a legmagasabb szintű tükör polírozásnak kell lennie (elérve a VDI A0 / SPI A1 fokozatot). Bármely karcolás, pinlya vagy hiba jól látható lesz a terméken.
Penészcél: Kiváló minőségű, szennyezettségmentes és finom textúrájú polírozó speciális acélt kell használni, például S136H a Svéd Assab-tól és a Japán Daido-tól Nak80-tól stb.
Forró futó rendszer: Erősen ajánlott a tűszelep típusú forró futók használata.
Előnyök: Nincs hideg anyagfogantyú, csökkentve az áramlási jeleket és a stresszt, lehetővé téve a nyomástartás pontosabb ellenőrzését és a teljesen automatizált termelés elérését.
Megfelelő kipufogógáz: Pontos kipufogóhelyréseket (általában 0,015-0,02 mm mélyre) kell biztosítani, hogy megakadályozzák a csapdába esett levegő ezüst csíkokat (anyagcsíkokat) vagy a termékeket (fekete foltok), amelyek átlátszó alkatrészek abszolút halálos hibái.
Hűtési rendszer: Nagyon egyenletesnek kell lennie, jól megtervezett hűtővizes útnak kell lennie a folyamatos hűtési sebesség biztosítása és az egyenetlen összehúzódás által okozott elválasztási vagy vákuumbuborékok megakadályozása érdekében.
Kapu kialakítása: A kapu méretének elég nagynak kell lennie, hogy csökkentse a nyírófeszültséget. A helyzetet általában a nem külső felületre vagy a doboz alján állítják be. Időnként ventilátor alakú kapuk vagy filmkapuk használják az áramlás javítását és az áramlási jelek elkerülését.
Harmadik fázis: fröccsöntési folyamat
A folyamat kulcsa a belső stressz és az optikai hatások szabályozásának, a "magas penészhőmérséklet és az alacsony feszültség" alapelve.
Magas penészhőmérséklet: Fogadjon el egy viszonylag magas penészhőmérsékletet (például a PC 80-100 ℃-t használhat, a PMMA 60-80 ℃-t használhat). A magas penészhőmérséklet a legfontosabb paraméter az áramlási minták és a hullámok kiküszöböléséhez, a belső feszültség csökkentéséhez és a legmagasabb átláthatóság eléréséhez.
Magas anyaghőmérséklet: Az a feltevés, hogy az anyag nem bomlik, viszonylag magas olvadékhőmérsékletet használnak a jó folyékonyság biztosítására.
Többlépcsős injekció: Adjon meg egy injekciós módszert, amely lassan indul, majd felgyorsul. A kezdeti alacsony sebesség megakadályozza a spray-jeleket, és az azt követő nagysebességű töltés biztosítja az olvadék elülső részén a következetes hőmérsékletet, elkerülve az áramlási jeleket és az olvadási vonalakat.
Többlépcsős nyomástartás: Alacsony nyomású, hosszú ideig tartó nyomástartási görbét fogadnak el, hogy teljes mértékben kompenzálják a zsugorodást, miközben elkerülik a túlzott belső feszültség bevezetését.
Elegendő hűtési idő: Győződjön meg arról, hogy a termék teljesen lehűlt, és beállítja a kilökést és a deformációt.
Negyedik fázis: utófeldolgozás és szélsőséges minőségi ellenőrzés (utófeldolgozás és QC
Az átlátszó alkatrészek ellenőrzési szabványai rendkívül szigorúak, és a "nulla tolerancia" az alapvető hozzáállás.
Utófeldolgozás
Lágyító kezelés: PC és PMMA termékek esetén az izzítást kell végrehajtani. Helyezze a terméket állandó hőmérsékleti sütőbe, és melegítse egy ideig 10-20 ℃ hőmérsékleten, mint a hő torzító hőmérséklete (a fal vastagságától függően), majd lassan hűtse le. Ez az intézkedés hatékonyan kiküszöböli a belső stresszt, megakadályozhatja a stressz repedését a jövőbeni használat során, és jelentősen javíthatja optikai teljesítményét és dimenziós stabilitását.
Ultrahangos hegesztés: Ha fedéllel ellátott dobozt kell készíteni, akkor az ultrahangos hegesztést általában használják a felső és alsó fedelek összekapcsolásához. A hegesztési vonal kialakítása létfontosságú.
Végső minőség -ellenőrzés (100% teljes ellenőrzés)
Megjelenés optikai ellenőrzés: Egy dedikált fényforrás -doboz alatt minden terméket több szögből szabad szemmel vagy egy automatizált vizuális ellenőrzési rendszerrel (AOI) vizsgálnak meg, hogy kiküszöböljék a hibás termékeket.
Egyáltalán nem engedélyezett: buborékok, ezüst csíkok, fekete foltok, szennyeződések.
Szigorúan megakadályozzák: karcolások, zsugorodás, áramlási jelek, spray -vonalak, sárgás és egyenetlen csillogás.
Dimenziós ellenőrzés: Használjon féknyereg és 2D képmérőkészítő eszközöket a kulcsméretek, például a hossz, a szélesség, a magasság és a falvastagság mérésére.
Stressz -teszt: A kimutatást polarizációs feszültségmérővel végezzük. Helyezze a terméket az ortogonális polarizátorok között, és határozza meg a belső stressz nagyságát és eloszlását a kapott színes csíkok (szivárványminták) megfigyelésével. Ez a tudományos és intuitívabb módszer a lágyító hatás és a folyamat minőségének tesztelésére.
Mi vagyunk a fröccsöntési szolgáltatás, az átlátszó műanyag tok gyártója, kiváló minőségű fröccsöntési szolgáltatást nyújtunk, átlátszó műanyag tok gyártást. Mindaddig, amíg testreszabni/fejleszteni a fröccsöntési szolgáltatást, az átlátszó műanyag tok termékeket, megtalálhat minket. Professzionális fröccsöntő formatervezésű és érett gyártási technológiánk van, amely egyablakos szolgáltatást nyújt Önnek, a terméktervezés-összeállítási termékek gyártási termékek csomagolásának termékek szállításától, minden linkben segíthetünk Önnek. Mindaddig, amíg eljön hozzánk, a végső szolgáltatást nyújtjuk Önnek, és kielégítjük Önt a termékminőség, a termelési idő, az információk párbeszéde stb. Finanszírozása szempontjából.
|
Terméknév |
Futópad öntés |
|
Pls biztosítja |
2D, 3D, minták vagy méret A több szögű képek |
|
Penészidő |
20-35 nap |
|
Termékidő |
7-15 nap |
|
Penész pontosság |
+/- 0,01 mm |
|
Penész élet |
50-100 millió lövés |
|
Előállítási folyamat |
Ellenőrzési rajzok - penészáram -elemzés - Tervezési validálás - Egyedi anyagok - Penészfeldolgozás - Core Processing - Elektróda megmunkálás - Runner rendszer Feldolgozás - alkatrészek feldolgozása és beszerzése - megmunkálás elfogadás - üreg Felszíni kezelési folyamat - Komplex mód meghal - az egész Penészfelület bevonása - szerelőlemez - Penészminta - minta teszt - Küldés minták |
|
Formaüreg |
Egy üreg, több üreg vagy ugyanaz Különböző termékeket készítenek együtt |
|
Penészanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Futópálya |
Forró futó és hideg futó |
|
Alapanyag |
P20 2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Befejez |
A szó elnyelése, a tükör kivitele, matt felület, Striae |
|
Standard |
Hasco, DME vagy attól függ |
|
Fő technológia |
Maró, csiszolás, CNC, EDM, huzal Vágás, faragás, EDM, eszterga, felszíni kivitel stb. |
|
Szoftver |
CAD, Pro-E, UG tervezési idő: 1-3 nap (Normál körülmények) |
|
Termékanyag |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Minőségi rendszer |
ISO9001: 2008 |
|
Időt teremt |
20 nap |
|
Felszerelés |
CNC, EDM, levágva Gép, műanyag gépek stb. Műanyag bőrönd penész Zhe Jiang |


Műanyag fröccsöntő formakészítés

Műanyag formázási előírások

Penész kialakítás:




Tranzakciós folyamat:

Penészvizsgálat:


Termékcsomagolás

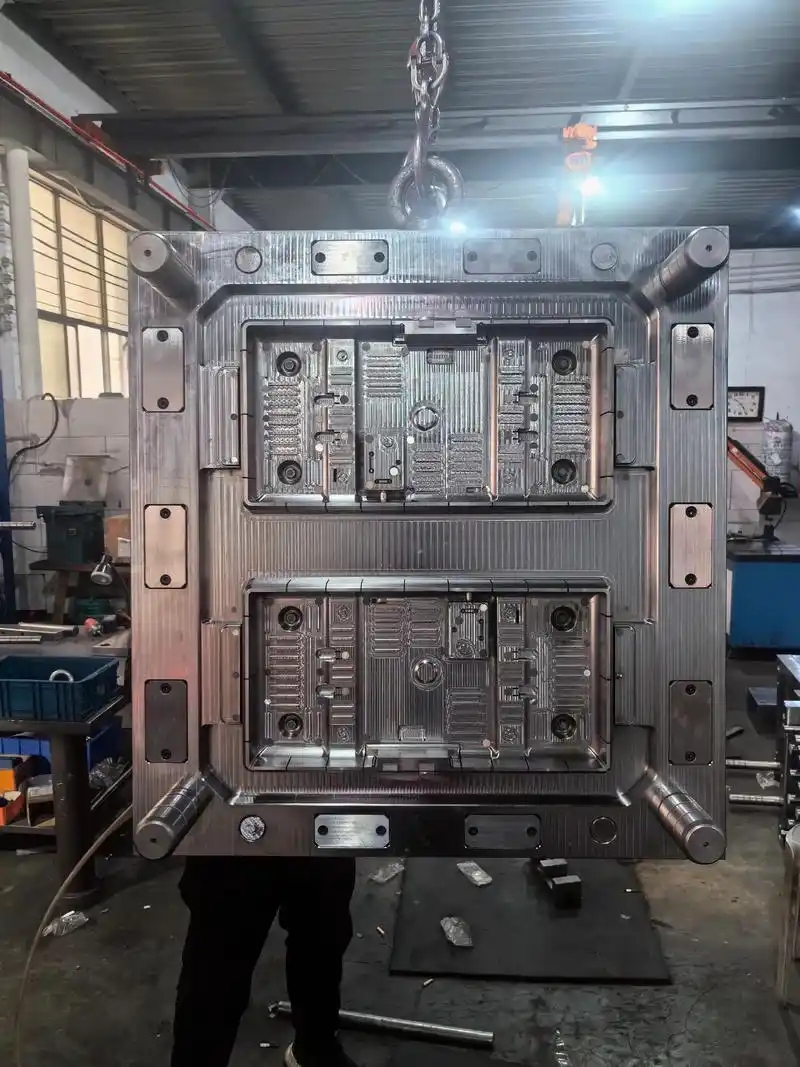
Gyár
Egyéni műanyag penészgyár vagyunk. Gyárunk műanyag fröccsöntő penészgyártó. 17 éves tapasztalattal rendelkezik a professzionális műanyag penész és a 10 éves külkereskedelmi tapasztalatok terén. Egyéni műanyag penészszállító vagyunk. Egyedi műanyag penész szolgáltatást tudunk biztosítani. Gyárunk elkészítheti a fröccsöntött műanyag alkatrészeket, és a termékek minősége kielégíti Önt.
Több mint 50 csúcskategóriás gépünk és több száz mérnök és tervező van. Egyablakos szolgáltatást nyújthatunk a terméktervezésből - penészkészítés - terméktermelés - termékcsomagolás - szállítás. Van egy teljes gyártási láncunk. Meg tudjuk felelni az Ön igényeinek.
Az általunk nyújtott szolgáltatásokat:
Professzionális egyedi penész szolgáltatás, műanyag penész kialakítás és gyártás. Plasztikus termékek előállítása, terméktervezés, penész kialakítás, fújó penész testreszabás, rotációs penész testreszabás, szerszám-öntő penész testreszabás. 3D nyomtatási szolgáltatások, CNC gyártási szolgáltatások, termékcsomagolás, testreszabott csomagolás, szállítási szolgáltatások.










Mindig betartjuk a minőség alapelveit az első és az idő. Miközben a legmagasabb minőségű termékeket biztosítja az ügyfeleknek, próbálja meg maximalizálni a termelési hatékonyságot és lerövidíteni a termelési időt. Büszkék vagyunk arra, hogy minden ügyfélnek elmondhatjuk, hogy vállalkozásunk nem veszített semmilyen ügyfelet a létesítménye óta.

GYIK
1. kérdés: Ön kereskedési társaság vagy gyártó?
V: Gyártók vagyunk.
Q2. Mikor kaphatom meg az idézetet?
V: Általában 2 napon belül idézünk, miután megkapjuk a kérdést.
Ha nagyon sürgős vagy, kérjük, hívjon minket, vagy mondja el nekünk az e -mailben, hogy először idézhessünk az Ön számára.
Q3. Mennyi ideig tart a penész átfutási ideje?
V: Minden a termékek méretétől és összetettségétől függ. Általában az átfutási idő 25 nap.
Q4. Nincs 3D -s rajzom, hogyan kell elkezdenem az új projektet?
V: Szolgálhat nekünk egy öntvénymintát, segítünk a 3D -s rajz kialakításának befejezésében.
Q5. A szállítás előtt hogyan lehet biztosítani a termékek minőségét?
V: Ha nem érkezik a gyárunkba, és nem is rendelkezik harmadik félbe az ellenőrzésre, akkor az Ön ellenőrző munkásod lesz.
Biztosítunk egy videót a gyártási folyamat részleteihez, amelyek tartalmazzák a folyamatjelentést, a termékek méretét és a felületi részleteket, a csomagolási részleteket és így tovább.
Q6. Mi a fizetési feltételei?
V: A penészfizetés: 40% -os betét T/T előre, 30% -os második penészfizetés az első próbaminták elküldése előtt, 30% penész egyenleg, miután elfogadta a végső mintákat.
B: Termelési fizetés: 50% -os betét előre, 50% a végső termékek elküldése előtt.
7. kérdés: Hogyan alakíthatja ki üzleti hosszú távú és jó kapcsolatunkat?
V: 1. Megőrzzük a jó minőségű és versenyképes árat annak biztosítása érdekében, hogy ügyfeleink részesüljenek a legjobb minőségű termékek számára.
2. Tiszteletben tartjuk minden ügyfelet, mint barátunkat, és őszintén üzletet folytatunk, és barátkozunk velük, függetlenül attól, hogy honnan származnak.
Hot Tags: Fröccsöntési szolgáltatás átlátszó műanyag tok, Kína, gyártó, beszállító, gyár, testreszabott, nagykereskedelem, vásárlás, minőség, legújabb eladás, Kínában készült.
Kapcsolódó kategória
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








