

itthon
>
Termék > Alapvető testreszabási szolgáltatás > Egyedi formázás > Egyedi abs műanyag alkatrészek fröccsöntése
Termék
- Alapvető testreszabási szolgáltatás
- Egészségügyi ellátás
- Elektronikus készülékek és műszerek
- Anyai és gyermekkellékek öntőformái
- Szabadidősportok
- Lakberendezési művészet
- Autó tartozékok
- Szállítás és raktározás
- Világítótestek
- Építőipari berendezések
- Csomagoló termék
- Oktatás és laboratóriumok
- Ruházat Csomagkiegészítők
- Ápoló és tisztítószerek
- Mezőgazdaság és Erdészet
- Mechanikai berendezések
- Kisállat kellékek
- Konyhaedények







Egyedi abs műanyag alkatrészek fröccsöntése
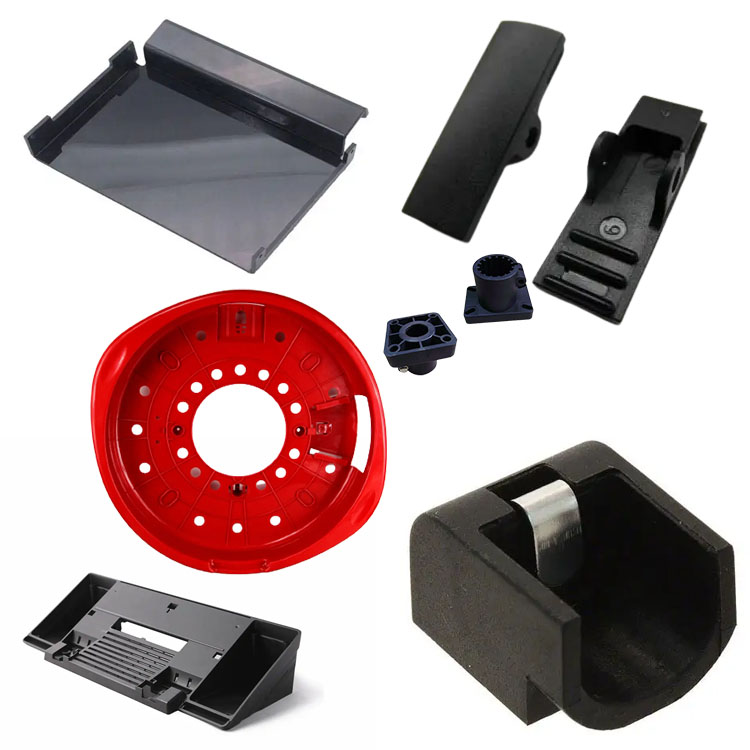
A Ningbo (P&M) Plastic Metal Products Co., Ltd. 17 éves formagyártási technológiával rendelkezik, és testre szabhatja az abs műanyag alkatrészek öntését. Professzionális testreszabott abs műanyag alkatrészek fröccsöntő szolgáltatásokat nyújtunk, és professzionális egyéni abs műanyag alkatrészek fröccsgyártó vagyunk. Elegendő tapasztalattal rendelkezünk a termék alapanyagok és formaanyagok kiválasztásában. Az egyéni abs műanyag alkatrészek öntésének testreszabásának folyamatában gyárunk egyablakos szolgáltatást tud nyújtani. Az egyedi abs műanyag alkatrészek fröccsöntéséhez kapcsolódó tervezési és gyártási lehetőségekkel rendelkezünk, mint például: CAD tervezés, formagyártás, fröccsöntés, műanyag termékek gyártása, összeszerelés és egyéb technológiák.
Kérdés küldése
termékleírás
Ezen kívül cégünk együttműködési kapcsolatokat épített ki műanyag alapanyag beszállítókkal, nyomdagyártókkal stb., hogy biztosítsa az alapanyag-ellátást és a nyomtatási minőséget. Gazdag tapasztalatunk és tökéletes ellátási láncunk révén cégünk kiváló minőségű, testreszabott, egyedi abs műanyag alkatrészek fröccsöntő termékeket tud biztosítani ügyfeleinek, hogy megfeleljenek egyedi igényeiknek. Ugyanakkor 10 éves professzionális külkereskedelmi szolgáltatási tapasztalattal rendelkezünk, megértjük a külkereskedelmi folyamatot, és jobban kiszolgáljuk ügyfeleinket. Egyedi abs műanyag alkatrészek fröccsöntő termékekhez megfelelő műanyag alkatrészeket készíthetünk, ami főként fröccsöntő formákon keresztül történik.




Az egyedi ABS műanyag alkatrészek fröccsöntése egy nagyon kiforrott és széles körben használt technológia. A kiváló minőségű ABS-alkatrészek folyamatos előállításához szilárdan meg kell ragadnia a következő kulcsfontosságú pontokat.
Kulcspontok az egyedi ABS műanyag alkatrészek fröccsöntéséhez
1. kulcspont: Anyagkezelés – „A szárítás életvonal”
Ez a legkritikusabb első lépés. Az ABS enyhe higroszkópossága tönkreteheti a teljes gyártási tételt.
Az alapos szárítás elengedhetetlen: Az ABS pellet felszívja a nedvességet a levegőből tárolás és szállítás közben. Fröccsöntés előtt párátlanítóban kell szárítani 80-85°C-on 2-4 órán keresztül.
Következmények: A hiányos száradás ezüst csíkokhoz (ezüst csíkokhoz), buborékokhoz, homályos felülethez és anyagromláshoz vezethet, ami jelentősen csökkenti a szilárdságot.
2. kulcspont: Formatervezés – „A részletek határozzák meg a sikert vagy a kudarcot”
A forma közvetlenül meghatározza az alkatrész alakját, megjelenését és pontosságát.
Kapu kialakítása: Válassza ki a kapu típusát a termék megjelenési követelményei alapján. Az oldalkapukat és a ventilátorkapukat általában nem látszó felületeken használják. A rendkívül magas esztétikai követelményeket támasztó alkatrészeknél látens kapuk vagy szelepes kapu melegcsatornák használhatók a minimális és esztétikus kapunyomok eléréséhez.
Szellőztető rendszer: A megfelelő légtelenítés elengedhetetlen. A nem megfelelő légtelenítés olyan hibákhoz vezethet, mint az égés (barna vagy fekete csíkok megjelenése az alkatrész felületén) és hiányos töltés. A szellőzőnyílások jellemzően az elválasztó felületen és a betét illeszkedési pontján helyezkednek el, 0,02-0,03 mm mélységgel.
Hűtőrendszer: Az egyenletes és hatékony hűtés kulcsfontosságú. Az egyenetlen hűtés az alkatrészek deformálódását, deformációját és belső feszültségét okozhatja.
Huzatszög: Az ABS zsugorodása hozzávetőlegesen 0,4%-0,7%, ezért elegendő huzatszög (általában legalább 1°) szükséges a kilökődés megkönnyítéséhez és a felületi sérülések megelőzéséhez.
3. kulcspont: Fröccsöntési folyamat – „A mesterképzés művészete”
A folyamatparaméterek a „kormánykerék” a termékminőség szabályozásához.
Hőmérséklet szabályozás:
Hordóhőmérséklet: Az ABS tipikus feldolgozási hőmérséklet-tartománya 190-250°C. A túl alacsony hőmérséklet gyenge lágyulást és rossz folyékonyságot eredményez; a túl magas hőmérséklet anyagbomlást okozhat (túlmelegedés esetén sárga csíkok keletkezhetnek).
Forma hőmérséklet: A formák hőmérséklete jelentősen befolyásolja az ABS termékek megjelenését és belső feszültségét. A formahőmérsékletet 50-80°C között javasolt tartani.
Magas penészhőmérséklet (60-80°C): Az előnyök bővelkednek.
Javítja a felület fényességét, szebbé teszi az alkatrészeket.
Csökkenti a hegesztési vonal szilárdságát, így a hegesztési vonalak kevésbé észrevehetők.
Csökkenti a belső feszültséget, javítja az alkatrész méretstabilitását és repedésállóságát.
Alacsony formázási hőmérséklet (<50°C): gyenge felületi fényt, észrevehető hegesztési vonalakat és nagy belső feszültséget eredményezhet.
Nyomás és sebesség:
Befecskendezési sebesség: A közepes vagy nagy befecskendezési sebesség előnyös a fényes felület eléréséhez. A túlzott sebesség azonban sugársugarat (szerpentint) vagy levegő beszorulását okozhatja.
Nyomástartás és idő: Ezek kulcsfontosságú tényezők a zsugorodás (süllyedés) szabályozásában. Elegendő tartónyomás szükséges a hűtés során fellépő plasztikus zsugorodás kompenzálásához, különösen a bordákban és a vastag falú területeken. A tartási idő a kapu fagyásán alapul. A túl rövid idő zsugorodást, míg a túl hosszú idő nagy belső feszültséget és alacsony hatékonyságot okoz.
4. kulcspont: Terméktervezés – Veleszületett előny
A kiváló tervezés a sikeres gyártás előfeltétele.
Egyenletes falvastagság: Ez a legfontosabb tervezési elv. Az egyenetlen falvastagság a zsugorodás, a vetemedés és a belső feszültség elsődleges oka.
Peremfilé átmenet: Minden éles sarkot le kell kerekíteni. Ez jelentősen csökkenti a feszültségkoncentrációt, javítja a képlékeny áramlást és növeli az alkatrész szilárdságát.
Borda kialakítása: A borda vastagsága nem haladhatja meg a rögzítési falvastagság 50–60%-át, hogy elkerüljük a zsugorodási nyomokat a hátsó felületen.
5. kulcspont: Utófeldolgozás és minőségellenőrzés
Utófeldolgozás: A hőkezelés nagy belső feszültséggel vagy rendkívül nagy méretpontossági követelményekkel rendelkező alkatrészeknél végezhető el. Melegítse az alkatrészt kemencében 70-80°C-on (az ABS hőeltérítési hőmérséklete alatt) egy ideig, majd lassan hűtse le szobahőmérsékletre a belső feszültség megszüntetése érdekében.
Minőségellenőrzés:
Megjelenés: Ellenőrizze a zsugorodást, villogást, égési nyomokat, hegesztési nyomokat, színeltérést stb.
Méretek: Használjon féknyergeket, 3D matricákat és egyéb eszközöket a kritikus méretek ellenőrzéséhez.
Teljesítmény: Szükség szerint tesztelje az ütőszilárdságot (pl. Izod ütési teszt).
ABS fröccsöntési kulcspontok összefoglaló táblázata
Anyagkezelés: Teljesen száraz, 80-85°C, páramentesítsd és 2-4 órán keresztül szárítsd. Ezüst csíkok, buborékok és erővesztés lép fel.
Forma hőmérséklete: Csökkentse a belső feszültséget és érjen el magas fényességet. 50-80°C (ajánlott 60-80°C). Látható hegesztési nyomok, matt felület és feszültségrepedés lép fel.
Press Control: Megakadályozza a zsugorodást. Biztosítson megfelelő nyomást és időt, összpontosítva a vastag falfelületekre és a felületi homorúságra (zsugorodás).
Terméktervezés: Biztosítson egyenletes falvastagságot, lekerekített sarkokat és megfelelően kialakított bordákat. Elkerülhető a vetemedés, deformáció és zsugorodás.
Kiváló gyártóként értékünk a következőkben rejlik:
DFM (Design and Manufacturing Feasibility): Professzionális tervezési optimalizálási javaslatokkal látja el az ügyfeleket a formanyitás előtt, hogy megelőzze a gyártási problémákat a forrásnál.
A folyamatok hibakereső szakértői tapasztalataikat felhasználva gyorsan azonosítják az optimális folyamatablakot és kijavítják a gyártási hibákat.
Szigorú minőség-ellenőrzés: SPC (Statistical Process Control) és teljes és helyszíni ellenőrzések révén biztosítjuk a tételek stabilitását és konzisztenciáját.
Egyedi abs műanyag alkatrészgyártó vagyunk, amely kiváló minőségű egyedi abs műanyag alkatrészek gyártását kínálja. Mindaddig, amíg egyedi abs műanyag alkatrészek fröccsöntő termékeket szeretne személyre szabni/fejleszteni, megtalál minket. Professzionális fröccsöntő formatervezéssel és kiforrott gyártási technológiával rendelkezünk, amely egyablakos szolgáltatást nyújt Önnek, a terméktervezéstől a formakészítéstől a termékgyártásig a termék csomagolásáig a termék szállításáig, minden linkben segítünk. Mindaddig, amíg hozzánk jár, a legjobb szolgáltatást nyújtjuk Önnek, és kielégítjük a termékminőséget, a gyártási időt, az információs párbeszédet stb.
|
Termék neve |
Futópad öntvény |
|
Pls biztosítsa |
2D, 3D, minták vagy azok mérete a több látószögű képeket |
|
Penészidő |
20-35 nap |
|
Termékidő |
7-15 nap |
|
Forma pontosság |
+/-0,01 mm |
|
Penész élet |
50-100 millió lövés |
|
Gyártási folyamat |
Audit rajzok - penészfolyás elemzés - tervezés validálása - egyedi anyagok - formafeldolgozás - magfeldolgozás - elektróda megmunkálás - Futórendszer feldolgozás - alkatrészek feldolgozása és beszerzése - megmunkálás átvétele - üreg felületkezelési folyamat - komplex mód Die - Az egész forma felület bevonat - Szerelőlap - formaminta - mintavizsgálat - küldés minták |
|
Penész üreg |
Egy üreg, több üreg vagy ugyanaz különböző termékeket készítenek együtt |
|
Forma anyaga |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Futórendszer |
Hot runner és cold runner |
|
Alapanyag |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Befejezés |
A szó kifejtése, tükörbevonat, matt felület, striák |
|
Standard |
HASCO, DME vagy attól függ |
|
Fő technológia |
Marás, köszörülés, CNC, EDM, huzal vágás, faragás, szikraforgácsolás, esztergák, felületkezelés stb. |
|
Szoftver |
CAD, PRO-E, UG Tervezési idő: 1-3 nap (normál körülmények) |
|
Termék anyaga |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Minőségügyi rendszer |
ISO9001:2008 |
|
Állítsa be az időt |
20 nap |
|
Felszerelés |
CNC, EDM, Levágás Gép, műanyag gép stb. műanyag bőrönd formája zhe jiang |


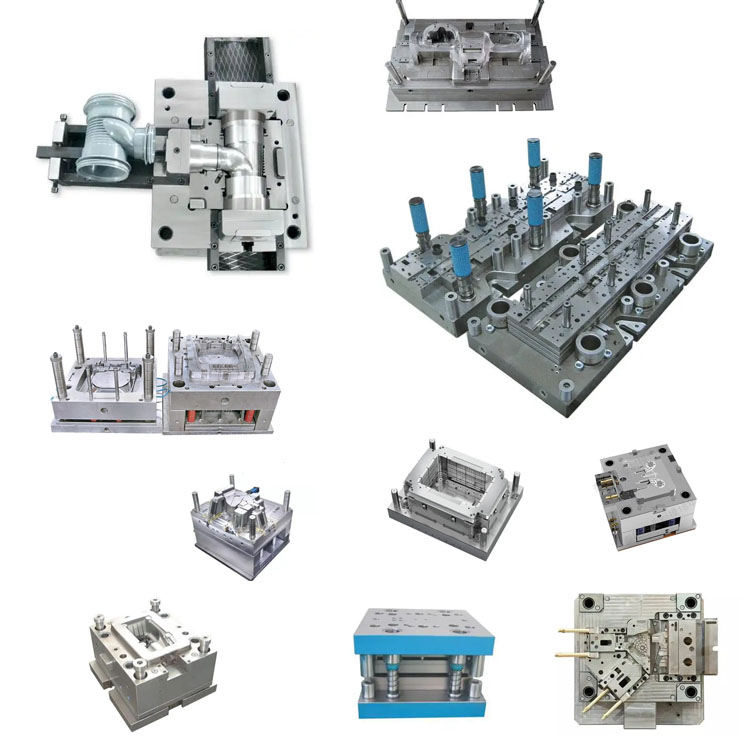
Műanyag fröccsöntő forma készítés

Műanyag fröccsöntési előírások

Forma kialakítása:




Tranzakció folyamata:

Penészvizsgálat:


Termék csomagolás

Gyár
Egyedi műanyag formagyár vagyunk. Üzemünk műanyag fröccsöntő szerszámgyártó. 17 éves tapasztalattal rendelkezünk a professzionális egyedi műanyag öntőformában és 10 éves külkereskedelmi tapasztalattal. Egyedi műanyag forma beszállító vagyunk. Egyedi műanyag forma szolgáltatást tudunk biztosítani. Üzemünk fröccsöntött műanyag alkatrészeket készíthet, és a termékek minősége kielégíti Önt.
Több mint 50 csúcskategóriás gépünk, valamint több száz mérnökünk és tervezőnk van. Egyablakos szolgáltatást tudunk nyújtani a terméktervezéstől - formakészítés - termékgyártás - termékcsomagolás - szállítás. Teljes gyártási lánccal rendelkezünk. Minden igényét ki tudjuk elégíteni.
Az általunk nyújtott szolgáltatások:
Professzionális egyedi öntőforma szolgáltatás, Műanyag öntőforma tervezés és gyártás. Műanyag termékek gyártása, terméktervezés, formatervezés, fúvóformák testreszabása, forgóformák testreszabása, fröccsöntő szerszámok testreszabása. 3D nyomtatási szolgáltatások, CNC gyártási szolgáltatások, termékcsomagolás, egyedi csomagolás, szállítás.










Mindig a minőség elveit tartjuk be először és először. Miközben ügyfelei számára a legjobb minőségű termékeket kínálja, próbálja maximalizálni a gyártási hatékonyságot és lerövidíteni a gyártási időt. Büszkén közöljük minden vásárlónkkal, hogy cégünk alapítása óta egyetlen ügyfelet sem veszített el. Ha probléma adódik a termékkel, aktívan keressük a megoldást, és a végsőkig vállaljuk a felelősséget.

GYIK
Q1: Ön kereskedelmi vállalat vagy gyártó?
V: Gyártók vagyunk.
Q2. Mikor kaphatom meg az árajánlatot?
V: Általában 2 napon belül árajánlatot adunk a megkeresés megérkezése után.
Ha nagyon sürgős, kérjük, hívjon minket, vagy jelezze e-mailben, hogy először árajánlatot adhassunk Önnek.
Q3. Mennyi a penész átfutási ideje?
V: Minden a termékek méretétől és összetettségétől függ. Általában az átfutási idő 25 nap.
Q4. Nincs 3D-s rajzom, hogyan kezdjem el az új projektet?
V: Szállíthat nekünk formázómintát, segítünk a 3D rajztervezés befejezésében.
Q5. Szállítás előtt hogyan lehet megbizonyosodni a termékek minőségéről?
V: Ha nem jön a gyárunkba, és nincs harmadik fél az ellenőrzésre, mi leszünk az Ön ellenőrző munkatársa.
Videót adunk Önnek a gyártási folyamat részleteiről, beleértve a folyamatjelentést, a termék méretének szerkezetét és a felület részleteit, a csomagolás részleteit és így tovább.
Q6. Mik a fizetési feltételei?
V: Formák fizetése: 40% letét T / T-vel előre, 30% második penészfizetés az első próbaminták kiküldése előtt, 30% penészegyenleg, miután elfogadta a végső mintákat.
B: Termelési fizetés: 50% előleg előre, 50% a végtermék kiküldése előtt.
7. kérdés: Hogyan teszi vállalkozásunkat hosszú távú és jó kapcsolattá?
V:1. Megőrizzük a jó minőséget és a versenyképes árat, hogy ügyfeleink a legjobb minőségű termékeket élvezhessék.
2. Minden ügyfelet barátunkként tisztelünk, és őszintén üzletelünk és barátkozunk velük, függetlenül attól, hogy honnan jönnek.
Hot Tags: Egyedi abs műanyag alkatrészek fröccsöntése, Kína, Gyártó, Szállító, Gyári, Testreszabott, Nagykereskedelem, Vásárlás, Minőség, Legújabb eladások, Kínában gyártott
Kapcsolódó kategória
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








